جست و جو
فولاد 4140-تأثیر شرایط عملیات حرارتی بر خواص کششی فولاد سه فازی- فولاد MO40
فولاد 4140-Mo40-در این تحقیق، ابتدا نمونه فولاد 4140. در دمای 850 درجه سانتی گراد به مدت 1 ساعت حرارت داده شدند. سپس در دمای 720 درجه سانتی گراد به مدت سه دقیقه نگهداری و به حمام نمک. با دماهای متفاوت 380-400-420- و 450 درجه سانتیگراد به مدت 4 دقیقه منتقل و در نهایت در آب کوئنچ گردیدند. بر اساس نتایج تست کشش با افزایش دمای حمام نمک. (دمای آستمپرینگ) مقادیر استحکام تسلیم، استحکام کششی. و ازدیاد طول کاهش می یابد. شکست نگاری نمونه های تست کشش با میکروسکوپ،. استریو نشان داد که با افزایش دمای حمام نمک،. سطح شکست از نرم به ترد تغییر می کند.
فولاد 4140-مقدمه
فولادهای سه فازی شامل کسر حجمی مشخصی از فازهای با استحکام بالا. مانند مارتنزیت و بینیت بوده که در زمینه نرم فریتی توزیع شده اند. زمینه نرم فریتی در این فولادها منجر به انعطاف پذیری بالا میشود،. در حالیکه استحکام و چقرمگی آنها به حضور جزایر سخت مارتنزیت. و بینیت در زمینه یاد شده بر میگردد. ترکیب استحکام و چقرمگی مناسب به همراه فرآیند تولید ساده این دسته از فولادها. آنها را بعنوان گزینه ای مناسب برای کاربرد در صنایع خودرو سازی و هوافضا مطرح کرده است. علاوه بر این، برخی دیگر از خواص مکانیکی مانند رفتار تسلیم پیوسته و نرخ کار سختی بالا،. این فولادها را نسبت به سایر فولادها متمایز می نماید.
اگرچه فولادهای کم آلیاژ استحکام بالا HSLA دارای استحکامی بالاتر از فولادهای فریتی – پرلیتی هستند اما شکل پذیری آنها. با مشکلات فراوانی رو به رو است، لذا انعطافپذیری مورد نیاز در طراحی قطعات با اشکال پیچیده،. استفاده از این فولادها را شدیداَ با محدودیت مواجه می کند. نتیجه این امر افزایش روز افزون کاربردهای فولادهای دو و سه فازی است.
بختیاری و اکرامی طی تحقیقی تأثیر مورفولوژی بینیت را بر خواص مکانیکی فولاد 4340. دو فازی فریتی-بینیتی بررسی و گزارش کردند مورفولوژی بینیت تابعی از دمای آستمپرینگ است. در دماهای بالا آستمپرینگ و نزدیک به دمای تشکلیل پرلیت،. ریز ساختار بینیت شامل بینیت بالا و توفال شکل است. و در دماهای پایین و نزدیک به دمای تشکیل مارتنزیت،. ریز ساختار بینیت شامل بینیت پایین و سوزنی شکل است که ترکیبی ا بهترین خواص (استحکام تسلیم،. استحکام کششی، ازدیاد طول، چقرمگی شکست و سختی) با مورفولوژی بینیت پایین. در دمای آستمپرینگ 350 درجه سانتیگراد حاصل می شود.
زارع و اکرامی با بررسی اثر کسر حجمی مارتنزیت بر خواص کششی فولادهای سه فازی. در دماهای پایین آستمپرینگ، نتیجه گرفتند که افزایش کسر حجمی مارتنزیت استحکام را افزایش میدهد.
وارشنی و همکارانش انعطافپذیری و استحکام فولادهای سه فازی شامل فریت، بینیت و آستنیت باقی مانده. را بررسی کردند و نتیجه گرفتند که با افزایش دمای آستمپرینگ. و همچنین افزایش سرعت کوئنچ کردن، استحکام تسلیم و استحکام کششی کاهش می یابد.
هاوران و همکارانش رابطه بین ریز ساختار بینیت و خواص مکانیکی فولادهای سه فازی کم آلیاژ. را بررسی کردند و گزارش دادند که ابا افزایش دمای کوئنچ،. از حجم فازهای بینیت و مارتنزیت کاسته و در نتیجه استحکام تسلیم و استحکام کششی کاهش می یابد.
تحقیق حاضر تأثیر دمای آستمپرینگ بر خواص کششی فولاد سه فازی فریت – بینیت-مارتنزیت. از جنس 4140 را مورد بررسی قرار میدهد.
مواد و روش انجام آزمایش
ماده اولیه مورد استفاده در این تحقیق بصورت میل گرد فولادی با قطر 10 میلی متر بود. آنالیز کوانتومتری این فولاد نشان میدهد که ترکیب آن مطابق با فولاد ASIS 4140 است. بررسی های متالوگرافی این فولاد با میکروسکوپ الکترونی روبشی میدانی مدل XMU mira 3 ساخت آلمان. و اچ شده با محلول تایتال 2 درصد نشان داد که ریز ساختار آن فریتی – پرلیتی می باشد.
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت، ابتدا نمونه ها در دمای 850 درجه سانتیگراد. بمدت 60 دقیقه نرماله و سپس در 720 درجه سانتیگراد به مدت 3 دقیقه نگهداری شدند. پس از آن برای تشکیل مورفولوژی های مختلف بینیت، در حمام نمک با دماهای متفاوت 380، 400،420،450 درجه سانتیگراد. به مدت 4 دقیقه نگهداری و در آب کوئنچ شدند.
دماها و زمان های مذکور بر اساس نمودار دما – زمان – استحاله T-T-T فولاد 4140 انتخاب گردیده است. برای مثال در دماهای بالاتر از 720 درجه سانتیگراد، زمان اتمام استحاله در منطقه دوفازی فریت – آستنیت بسیار طولانی است. در دماهای کمتر از آن زمان استحاله خیلی کوتاه است و امکان تشکیل ریز ساختار کاملا فریتی وجود دارد. در نتیجه بهترین دما برای دو فازی کردن، دمای 720 درجه سانتیگراد می باشد.
که در این دما طبق نمودار T-T-T با گذشت زمان 3 دقیقه، در منطقه دو فازی هستیم. انتخاب محدوده دمایی 380 تا 450 درجه سانتیگراد به این دلیل است که. این محدوده دمایی، پایین تر از دمای تشکیل پرلیت و بالاتر از دمای تشکیل مارتنزیت می باشد. انتخاب زمان 4 دقیقه در این دما برای اطمینان از تشکیل بینیت است. در این تحقیق، از کوره عملیات حرارتی الکتریکی مدل AZAR 1250 ساخت ایران. و کوره حمام نمک مدل SAMIN 1250 ساخت ایران. و نمک مذاب AS140 استفاده گردید. با انتخاب نمک مناسب از تغییر ترکیب شیمیایی قطعه در حمام نمک جلوگیری میشود حمام نمک. موجب تغییر دمای کل قطعه با سرعت یکسان می گردد. نمونه های تست کشش با استاندارد ASTM E8/E8M آماده سازی. و توسط دستگاه یونیورسال با سرعت 1 میلیمتر بر دقیقه تحت آزمون قرار گرفتند.
نتایج و بحث
مطالعه ریز ساختار نمونه های عملیات حرارتی شده با میکروسکوپ الکترونی روبشی. (تصویر برداری توسط الکترون های ثانویه نشان داد با توجه به انتخاب دماهای مختلف آستمپرینگ. 380، 400، 420 و 450 درجه سانتیگراد، بینیت تشکیل شده در ساختار سه فازی، مورفولوژی های مختلفی دارد. دو فاز مارتنزیت و بینیت به صورت تیغه های روشن و فاز فریت (فاز زمینه) به رنگ تیره دیده میشود.
مشاهده ریز ساختار نمونه های عملیات حرارتی شده
مشاهده ریز ساختار نمونه های عملیات حرارتی شده و استفاده از نرم افزار. آنالیز تصویری MIP 4 student نشان داد که حجم فریت در تمامی آنها مقدار ثابت 33/4 درصد است. در نتیجه حجم فازهای سخت مارتنزیت و بینیت 66/6 درصد می باشد.
فولاد 4140
تصاویر میکروسکوپ الکترونی با بزرگنمایی یکسان از فاز بینیت در نمونه های آستمپرینگ شده در دماهای مختلف را نشان میدهد. الف- وجود تیغه های موازی سوزنی شکل بینیت در نمونه آستمپرینگ شده. در دمای 380 درجه سانتیگراد قابل مشاهده است این ساختار با توجه به دمای آستمپرینگ. نزدیک به Ms، ساختار بینیت پایین است. ب-تیغه های موازی سوزنی شکل به همراه صفحات ضخیم از سمنتیت و فریت را نشان میدهد. که نشانگر مخلوط بینیت بالا و بینیت پایین در نمونه عملیات حرارتی شده. در دمای آستمپرینگ 400 درجه سانتی گراد است.
ج- مورفولوژی بینیت در دمای آستمپرینگ 420 درجه سانتیگراد را نشان می دهد. در این تصویر فقط بینیت بالایی که متشکل از لایه های ضخیم سمنتیت و فریت می باشد قابل مشاهده است. د- نشان میدهد که مورفولوژی بینیت در دمای آستمپرینگ 450 درجه سانتیگراد. همانند دمای 420 درجه سانتیگراد است با این تفاوت که صفحات سمنتیت موجود در بینیت بالایی. در دمای 450 درجه سانتیگراد، ضخیم تر می باشند.
مقادیر استحکام تسلیم، استحکام کششی نهایی و ازدیاد طول نسبی نمونه ها ارائه شده است. الف و ب نشان میدهد که استحکام تسلیم و استحکام کششی نهایی با افزایش دمای آستمپرینگ. در اثر تغییر مورفولوژی از بینیت پایین با مورفولوژی سوزنی شکل به بینیت بالا با مورفولوژی توفال شکل. شامل لایه های ضخیم سمنتیت، کاهش می یابد. ج- افزایش دمای آستمپرینگ، درصد ازدیاد طول نسبی را کاهش میدهد. که این مطلب در توافق با تغییر مورفولوژی بینیت پایین به بینیت بالا میباشد.در واقع یکی از ویژگیهای خوب مورفولوژی بینیت پایین، علاوه بر استحکام بالای آن، بالا بودن چقرمگی آن است.
سطح زیر نمودار تنش- کرنش معیار خوبی برای مقایسه چقرمگی مواد از طریق تست کشش می باشد. افزایش سطح زیر منحنی تنش-کرنش، گویای چقرمگی بالاتر و رفتار نرم تر ماده در مقابل شکست است. نمودار تنش – کرنش نمونه های آستمپرینگ شده در دماهای مختلف مشخص است. همانطور که مشخص است، مساحت زیر نمودار با افزایش دمای آستمپرینگ کاهش می یابد،. لذا میتوان نتیجه گرفت که بینیت پایین علاوه بر استحکام بالا دارای چقرمگی بالاتری نیز است.
تصاویر میکروسکوپ استریو از سطوح شکست
تصاویر میکروسکوپ استریو از سطوح شکست نمونه های تست کشش آستمپرینگ شده در دماهای مختلف. را نشان میدهد سطح شکست نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. دارای علائم شعاعی با الگوی ستاره ای شکل به همراه لبه برشی می باشد. که مشخصه سطح شکست نرم است. این شکل دارای بزرگترین لبه برشی می باشد که نشان دهنده آن است که در این نمونه. بیشترین باریک شدگی (حالت گلویی در تست کشش) و در نتیجه. بیشترین تغییر شکل پلاستیک قبل از شکست رخ داده است. هرچقدر عمق و ضخامت علائم شعاعی زیادتر باشد، رفتار شکست، نرم تر خواهد بود.
حجم برآمدگی الگوهای ستاره ایی -الف-کمتر شده و منطقه لبه برشی آن نیز کوچکتر شده است. که نشان از رفتار ترد تر نمونه آستمپرینگ شده در دمای 400 درجه سانتیگراد. نسبت به دمای 380 درجه سانتیگراد دارد. ج و د، الگوی ستاره ای شکل و همچنین مناطق لبه برشی حذف شده است. که گویای وقوع شکست ترد و عدم گلویی شدن این نمونه ها است. این مشاهده ها با نتایج ازدیاد طول نسبی به دست آمده از تست کشش مطابقت دارد.
نتیجه گیری
در این تحقیق چند سیکل عملیات حرارتی با دمای آستمپرینگ مختلف. 380،400،420 و 450 درجه سانتیگراد بر روی نمونه فولاد 4140 برای ایجاد ساختار سه فازی. فریت-بینیت-مارتنزیت مورد بررسی قرار گرفت
نتایج مشاهده ریزساختاری و تست کشش نشان دادند که:
1- در بازه دمایی 380 تا 450 درجه سانتیگراد، مورفولوژی بینیت از بینیت پایین سوزنی شکل. به بینیت بالا لایه ای و توفال شکل تغییر می یابد.
2- با افزای دمای آستمپرینگ، مقادیر استحکام تسلیم، استحکام کششی نهایی. و ازدیاد طول نسبی کاهش می یابند که متأثر از تغییر مورفولوژی بینیت است.
3- سطح زیر منحنی تنش – کرنش نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. بیش از سایر نمونه ها است که نشان از چقرمگی بالاتر این نمونه دارد. و بررسی های شکست نگاری نیز رفتار شکست نرم تر این نمونه نسبت به سایر نمونه ها را تأیید کرد.

آموزشکده فنی و حرفه ای سماد دانشگاه آزاد اسلامی واحد دزفول
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 59 ] [ امتیاز : 3 ] [ نظر شما : ]
فولاد 2738-میلگرد 2738-تسمه 2738-فولاد قالب پلاستیک 2738-فولاد ابزار 2738
فولاد قالب پلاستیک 1.2738، یک فولاد ابزار بوده و به عنوان فولاد قالب پلاستیک کاربرد دارد. این فولاد با نام M238 و با مشخصه ۴۰CrMnNiMo8-6-4 نیز شناخته می شود.

ترکیب شیمیایی فولاد 1.2738 شامل 0.45 – 0.35 درصد کربن. 0.9 درصد نیکل، 0.25 – 0.15 درصد مولیبدن، 1.8 -1.2 درصد کروم. 1.6 -1.3 درصد منگنز، 0.4 درصد سیلیسیم و مقادیر ناچیزی فسفر و گوگرد می باشد.
این فولاد به دلیل داشتن نیکل در ترکیب آن در صنعت با نام p20+Ni نیز شناخته می شود. وجود نیکل در ترکیب این فولاد به آن قابلیت ماشین کاری بهتر بخشیده است. فرآیند سخت کاری این فولاد با کوئچ در روغن، حمام داغ و هوا صورت می پذیرد. فولاد 1.2738 در برخی صنایع به عنوان فولاد گرمکار نیز استفاده می شود.
فولاد 2738 معمولاً از قبل سخت می گردد و سختی آن بین 280 تا 320 برینل است. دمای آنیل کاری این فولاد بین 710-740 درجه سانتی گراد است.
مصارف فولاد 1.2738
فولاد 1.2738 دارای خاصیت چقرمگی، صافی سطح و پولیش پذیری بالا و قابلیت ماشین کاری خوب برای اجرای جزییات می باشد. به همین جهت 1.2738 به طور عمده در ساخت قالب های پلاستیک کاربرد دارد. از کاربردهای فولاد 1.2738 می توان به قالب های تزریقی ریخته گری. دایکست، ابزارهای هیدروفرمینگ، قالب های ساخت وسایلی مانند صفحه اجاق گاز، صندلی و بطری اشاره کرد.
قیمت فولاد 1.2738 تحت تأثیر عوامل مختلف و با نوسانات بازار تغییر می کند. نوسانات قیمت عناصر آلیاژی و به ویژه نیکل بر نرخ فولاد 1.2738 تأثیر گذار است. قیمت قراضه آهن و عملیات حرارتی سطحی مورد انجام بر روی این فولاد مستقیماً بر روی قیمت نهایی اثرگذار است.
مقایسه فولاد 2311 و 2738
تنها تفاوت بین این دو فولاد وجود نیکل در 2738 است. در سایر عناصر این دو فولاد کامل یکسان هستند. از فولاد 2311 در مواردی استفاده می شود که ضخامت کم مورد نیاز باشد. و از از فولاد 2738 نیز در مواردی استفاده می شود که ضخامت بالا مورد نیاز باشد. نیکل موجود در این فولاد چقرمگی آن را نسبت به 2311 افزایش می دهد.
مقایسه فولادهای 2714 2738
فولاد 1.2714 دارای عنصر وانادیوم است که فولاد 1.2738 فاقد آن است. فولاد 2738 که به دو منظور گرمکار و قالب پلاستیک میتوان استفاده کرد به دو فولاد 1.2311 و 1.2714 نزدیک است. به دلیل دارا بودن عناصر کروم و منگنز نسبت به فولاد 2714 از قابلیت ماشین کاری و پولیش کاری بهتری برخوردار است.
فولاد ابزار چیست و چه کاربردی دارد
فولاد ابزار به انواع فولاد های کربنی و آلیاژی که بطور اختصاصی برای ساخت ابزار مناسب هستند. مناسب بودن آنها از سختی مشخص، مقاومت در برابر سایش و تغییر شکل. و توانایی نگه داشتن لبه برش در دمای بالا حاصل می شود. در نتیجه فولادهای ابزار برای استفاده در شکل دهی به مواد دیگر مناسب هستند.
گروه های فولاد ابزار
فولاد ابزار Otai چیست
فولاد ابزارها شامل شش گروه هستند: فولاد سخت شدن آب، فولاد های ابزار سرد کار. و فولاد های مقاوم در برابر ضربه، فولاد های پرسرعت، فولاد های گرم کار و فولاد ابزارهای قالب پلاستیک. انتخاب فولادهای مورد اشاره برای فعالبت و کار بستگی به هزینه، دمای کار. سختی سطح مورد نیاز، مقاومت در برابر ضربه و مقاومت آن دارد. هرچه شرایط سرویس دهی شدیدتر باشد. (درجه حرارت بالاتر، خورندگی، سایشی، بارگذاری، محتوای آلیاژ و در نتیجه مقدار کاربیدهای مورد نیاز برای فولاد ابزار بیشتر است.
فولاد سخت کننده آب
از خاصیت اساسی آن یعنی آب خاموش شدن نام گرفته است. این گروه از فولاد ابزار اساساً یک فولاد ساده با کربن بالا است. به دلیل کم هزینه بودن معمولاً مورد استفاده قرار می گیرد.
فولاد ابزار گروه W نام خود را از خاصیت تعیین کننده نیاز به آبگیری گرفته است. فولاد درجه W در واقع فولاد کربن ساده با کربن بالاست. این گروه از فولاد ابزار به دلیل هزینه کم در مقایسه با سایر انواع فولاد های ابزار. متداول ترین نوع فولاد ابزار به شمار می رود. آنها برای قطعات کوچک و برنامه هایی که در آن درجه حرارت بالا وجود ندارد بسیار مطلوب هستند. بالاتر از 150 درجه سانتی گراد (302 درجۀ فارنهایت) تا حد قابل توجهی این نوع فولاد نرم می شود. و سختی پذیری آن کم است.
بنابراین فولادهای ابزار گروه W باید تحت خاموش شدن سریع قرار بگیرند. و نیاز به استفاده از آب دارند. این فولاد های ابزار می توانند. سختی بالایی کسب نمایند. (بالاتر از HRC 66) و در مقایسه با سایر فولادهای ابزار شکننده هستند. فولادهای W هنوز به خصوص برای فنرسازی فروخته می شوند. اما بسیار کمتر از قرون 19 و اوایل قرن بیستم مورد استقبال قرار می گیرند و استفاده می شوند. علت این امر تا بخاطر این است که فولادهای W. در هنگام سرد شدن بیشتر از فولادهای ابزار دیگر سفت شده با روغن. یا سخت شدن به وسیله هوا دچار تاب و ترک می شوند.
فولاد گرمکار
فولادهای ابزار گرمکار، شکل دهی داغ قطعات تولیدی. از آهن و فلزات غیر آهنی را در دماهای بالا امکان پذیر می سازند. آنها در فرآیندهایی از قبیل شکل دهی، اکستروژن و آهنگری و هم چنین در ساخت لوله بکار می روند. ابزارهای مورد ساخت از فولادهای گرمکار نه تنها در زمان کار، در معرض درجه حرارت زیاد قرار میگیرند. بلکه نوسان بارهای گرمایی را نیز تحمیل می کنند.
اهمیت فولادهای ابزار گرمکار بسیار فراتر از آنچه بطور معمول بعنوان امری عادی تلقی میشود، می باشد. تقریباً تمامی اشیایی که هر روز با آن ها احاطه میشویم و با آنها سروکار داریم. با کمک فولادهای ابزار تولید میشوند. طیف کاربرد آنها وسیع است و از ابزارهای تولیدی در صنایع مختلف بکار می رود.
بارهای حرارتی همراه با سایش ناشی از سایش یا ضربه، الزامات بسیار خاصی را در فولادهای ابزار گرم تولید میکنند. تقاضای اصلی این فولادهای گرمکار عبارتند از. : مقاومت در برابر درجه حرارت بالا، مقاوم در برابر شوک حرارتی، استحکام بالا. در دمای بالا و مقاومت در برابر سایش.
عملکرد فولاد گرمکار با ترکیب شیمیایی آن، فناوری مورد استفاده. در طول تولید و عملیات حرارتی متعاقب آن تعریف میگردد.
فولادها نسبت به نوع عناصر اصلی مورد کاربرد به سه دسته تقسیم میشوند. بنابراین به سه دسته کروم، تنگستن یا مولیبدن طبقه بندی میشوند، ترکیب موجود در سری ASIS H مشخص می باشد.
این گروه از فولادهای H10 تا H19 حاوی کروم است که در موارد خاص. با افزودنی هایی مانند :: تنگستن، مولیبدن، وانادیوم و کبالت همراه است. کربن موجود در این گروه نسبتاً کم در حدود 0.40 – 0.35 درصد نگه داشته میشود. و محتوای نسبتاً کم آلیاژ، چقرمگی را در سختی بین 400 تا 600 HV تقویت میکند.
فولاد سرد کار
این نوع فولادها شامل سه نوع فولاد ابزار می باشد. فولادهایی که براثر وجود روغن سخت می شوند. و فولادهایی که بر اثر هوا و کربن سخت می شوند و دارای کروم زیاد هستند. فولادهایی که از سختی پذیری بالا و مقاومت در برابر سایش، با مقاومت بالا برخوردار هستند. به طور معمول آنها در تولید قطعات بزرگتر یا قطعاتی هستند که هنگام سخت شدن حداقل نیاز به اعوجاجج دارند.
با سخت شدن سریع این نوع فولاد به وسیله روغن و هوا کاهش اعوجاج. و ترک خوردن را در این فولاد ابزار ایجاد می کند.
سخت شدن به وسیله روغن
یک نوع فولاد سخت کننده روغن بسیار معمول، فولاد 01 است. این یک فولاد سردرکار بسیار خوب است. و همچنین می توان با آن برای ساخت چاقو و چنگال. از آن استفاده کرد که محصول نهایی کیفیت بالایی خواهد داشت. HRC 61-57
سخت شدن فولاد ابزار به وسیله هوا
اولین فولاد ابزار درجه سخت شدن هوا فولاد مشت بود. که در آن زمان به فولاد سخت کننده هوا معروف بود.
فولادهای سخت کننده هوای جدید به دلیل محتوای بالای کروم با اعوجاج کم در طول عملیات حرارتی مشخص می شوند.
ماشینکاری این نوع فولادهای خوب است. و از تعادل مقاومت در برابر سایش و سختی برخوردار هستند. (یعنی بین درجه های مقاوم در برابر D و مقاوم در برابر ضربه) هستند.
نوع D، از کلاس کار فولادهای ابزار، حاوی بین 10 تا 13 درصد کروم است. این فولادها سختی خود را تا دمای 425 درجه سانتی گراد (797 درجه فارنهایت) حفظ می کنند. از کاربردهای معمول این نوع فولادهای ابزار می توان به قالب ریخته گری. قالب های کششی و کالب های بلوک اشاره نمود. به دلیل محتوای زیاد کروم، برخی از فولاهای ابزار. از نوع D اغلب ضد زنگ یا نیمه زنگ د نظر گرفته می شوند. با این وجود مقاومت در برابر خوردگی آنها به علت حجم زیاد مواد تشکیل دهنده شان. که شامل کروم و کربن می باشد به عنوان کاربید نیز شناخته می شوند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 55 ] [ امتیاز : 3 ] [ نظر شما : ]
ورق استیل نگیر – استیل نگیر- کاربرد ورق استیل نگیر- استنلس استیل – فولاد نسوز – ورق نسوز
- ورق استیل 321
- ورق استیل 309s
- ورق استیل 310s
- ورق استیل 4841
- تجهیزات پردازش شیمیایی
- صنایع غذایی
- به کار گیری آن در بسته بندی محصولات لبنی و نوشیدنی ها
- مبدل های حرارتی
- تولید قطعات کوره
- مبدل های حرارتی
- قطعات موتور جت
- تجهیزات دارویی
- تجهیزت عکاسی
- قطعات دریچه و پمپ
- تجهیزات پردازش شیمیایی
- مخازن
- تجهیزات خمیر کاغذ
- منیفود اگزوز هواپیما
- اتصالات انبساطی
- قطعات کوره
- مبدل های حرارتی
- صفحه های یافته شده یا جوش داده شده برای فرآوری مواد معدنی در دمای بالا
- سیمان سازی
- چرخه های حرارتی
- کوره ها
- مشعل ها
- پنکه
- لوله کشی
- تجهیزات کارخانه کاغذسازی
- پالایشگاه نفت
- صدا خفه کن
- مشعل ها و محفظه های احتراق
- صدا خفه کن
- روکش های کفشپوش
- بادگیر
- تجهیزات پردازش مواد غذایی
- تجهیزات پردازش مواد غذایی
- ترموژل ها
- لوله های تابشی
- کوره
- دیگ های بخار
- صنعت سیمان
- صنعت مهندسی
- تجهیزات کوره
- سیستم تعلیق سوپر هیتر
- نیروگاه های تبدیل انرژی
- صنایع فولادی
ورق استیل نگیر – استیل نگیر- کاربرد ورق استیل نگیر.-ورق استیل یکی از پرکاربرد ترین مواد خام برای استفاده در صنایع مختلف است، هزاران نوع ورق استیل با خصوصیات مختلف وجود دارد.

که آلیاژهای به کار رفته در تولیدات آنها تعیین می نماید که از خانواده اصلی آنها خواهند بود.در این متن قصد داریم درباره یکی از پرکاربردترین نوع ورق استیل یعنی ورق استیل نگیر. که به آن ورق استیل غیر مغناطیسی نیز اطلاق می شود.
صحبت نماییم. انواع مختلفی از این ورق استیل در صنعت به کار می رود. که در ادامه به معرفی مختصری از هر کدام و آلیاژهای مورد کاربرد در آنها خواهیم پرداخت. و کاربردهای اصلی هر یک را نیز با هم مرور خواهیم نمود.
ورق استیل نگیر
این نوع از ورق استیل 50 سال پیش کشف شد که با استفاده از 12 درصد کروم در آلیاژ یک ورق استیل. می تواند آن را تبدیل به یک فولاد ضد زنگ نماید. با بالا رفتن درصد کروم رفته در ورق استیل. خاصیت مغناطیسی آن را نیز مختل کرده و منجر به تولید ورقی به ویژگی های این ورق با کاهش و افزایش آلیاژهای مختلف تغییر نموده. و شاهد ساختاری متفاوت از آن خواهیم بود. یکی از عنصرهای دیگر مورد استفاده در ورق استیل نگیر کربن است. که استفاده از این عنصر نیز باعث افزایش سختی این ورق می شود و مقاومت آن در برابر مواد مختلف افزایش می دهد.
انواع ورق استیل نگیر
انواع مختلفی از ورق استیل نگیر در صنعت به کار می رود که هر کدام خصوصیات خاص خود را داراست است. نوع های مختلف ورق استیل نگیر به دلیل آلیاژهایی که در ساختار خود دارد. برای استفاده در دماهای بالا کاربرد زیادی داشته و مقاومت های آنها در این دماها افزایش می یابد. با برخی از مشخصات هر کدام از انواع این ورق به تفکیک آشنا خواهیم شد.
ورق استیل 304
ورق استیل 304 یکی از رایج ترین نوع های ورق استیل نگیر است. که با داشتن 18 درصد کروم و 8 درصد نیکل مقاومت مناسبی در برابر خوردگی از خود نشان می دهد.
ورق استیل 316 (316 و 316L)
ورق استیل 316 در دو نوع 316 و 316L تولید می شود
علت نام گذاری
ورق استیل 316L
به این خاطر است که تولید این ورق استیل کربن کمتری نسبت به ورق 316 استفاده شده است. و L موجود در انتهای نام آن به عبارت Low Carbon اشاره دارد. هر دو نوع ورق ها دارای مقاومت خوردگی بسیار بالایی بوده است و این مقاومت با افزایش دما در آنها بیشتر نیز می شود. البته در دماهای بالا آنها دچار اندک انبساط در ساختار خود شده و کشیده می شوند. میزان کربن کمتر موجود در ورق استیل 316L موجود می شود. که این ورق برای استفاده در جوشکاری مقاومت بهتری نمایان و دچار پوسیدگی نشود. البته بازپخت کردن ورق استیل 316 نیز می تواند این خاصیت را تا حد بسیار زیادی در آن تقویت نماید.
این ورق استیل نگیر با افزودن آلیاژ تیتانیوم به ساختار اصلی استیل تولید می شود. مطابق بسیاری دیگر از انواع ورق استیل نگیر، در جوشکاری بسیار مقاوم است و کاربرد زیادی دارد. مقاومت بالا، در برابر خوردگی، فشار جریان آب شرب شهری و رطوبت محیط از خود نشان داده. و در مواجههه با اکسیداسیون نیز ماندگاری خوبی از خود نشان می دهد. مقاومت حرارتی این ورق نیز در حالت استفاده متفاوت 900 درجه سانتیگراد و در حالت استفاده مداوم 925 درجه سانتی گراد است.
ورق استیل 309s
با آلیاژهایی که در خود دارد استحکام قابل قبولی در برابر خوردگی در دمای بالا مورد استفاده در صنایع دارد. این استیل در شرایطی که به صورت متناوب از آن استفاده شود. می تواند در برابر اکسیداسیون در دمای 1038 درجه سانتیگراد (1900 درجه فارنهایت) مقاومت داشته باشد. این ورق به دلیل داشتن کروم بالا و نیکل پایین در محیط های گوگردی تا دمای 1000 درجه سانتیگراد مورد استفاده قرار می گیرد.
ورق استیل 310s بیشتر برای کار در دماهای بالا تولید شده است. و می تواند در استفاده کردن های متناوب، 1035 درجه سانتیگراد و در استفاده به صورت مداوم 1150 درجه سانتی گراد را تحمل نماید. البته نسخه ورق استیل 310s کربن کمتری نسبت به نسخه معمولی این ورق در خود دارد. استفاده از 25 درصد کروم و 20 درصد نیکل باعث می شود. که ورق استیل 310s مقاومت بسیار بالاتری در برابر خوردگی و اکسیداسیون داشته باشد.
اولین ویژگی مهم ورق استیل 4841 این است که این ورق برای کار در دماهای بیش از 550 درجه سانتی گراد تولید شده است. مقاومت این ورق در برابر خمش بسیار بالا بوده است و در دماهای بالا نیز به این میزان مقاومت افزوده می گردد. مقاومت ورق استیل 4841 در برابر اکسیداسیون نیز بسیار عالی است.
هزینه های استفاده از ورق استیل نگیر
ورق استیل نگیر مانند سایر ورق های استیل دیگر با وزن قیمت گذاری شده و معامله می شوند. البته انواع مختلف این ورق با توجه به خصوصیاتی که دارند. قیمت های مختلفی را نیز داراست. البته یکی دیگر از فاکتورهای مهم در تعیین قیمت ورق استیل نگیر ضخامت آنها است. علاوه بر انتخاب نوع ورق استیل نگیر برای کار و تجارت خود باید ضخامت مناسب آن را نیز محاسبه نمایید. دومین عامل تأثیر گذار در قیمت این ورق هم آلیاژهای مورد کاربرد در تولید آن است. آلیاژها ساختار و مقاومت های مختلفی را به انواع ورق استیل نگیر می بخشند. که شما برای استفاده مقرون به صرفه می بایست مورد مناسبی را برای استفاده خود را انتخاب کنید.
کاربردهای ورق استیل نگیر
همانطور که بیان کردیم، ورق استیل نگیر یکی از پرکاربردترین ورقهای استیل در صنایع مختلف است. کاربردهای هر کدام از پر استفاده ترین انواع ورق استیل نگیر را به تفکیک با هم مرور خواهیم نمود.
کاربردهای ورق استیل
کاربردهای ورق استیل 316 (316 و 316L)
کاربردهای ورق استیل 321
کاربردهای ورق استیل 309s
کاربردهای ورق استیل 310s
کاربردهای ورق استیل 4841
جمع بندی و نتیجه گیری
ورق استیل نگیر را می توان پرکاربردترین ورق استیل در همه صنایع دانست. این ورق هر چند نسبت به نمونه های ورق استیل بگیر دارای قیمت های بالاتری است. اما مشخصات و مقاومت های آن کاملاً این دلیل این موضوع را روشن خواهد نمود. البته انواع مختلف ورق استیل نگیر نیز دارای هزینه های مختلفی بوده. و صاحبان صنایع می توانند با شناخت جزئیات دقیق این ورق ها بهینه ترین آنها را برای استفاده در صنعت خود انتخاب نمایند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 54 ] [ امتیاز : 3 ] [ نظر شما : ]
فولاد کربنی API 5L-بررسی خوردگی توأم با تنش (SSC) در ناحیه HAZ در خطوط انتقال گاز ترش
فولاد کربنی API 5L- فولاد ضد زنگ آستنیتی 316L-بررسی خوردگی توأم با تنش (SSC) در ناحیه haz در خطوط انتقال گاز ترش

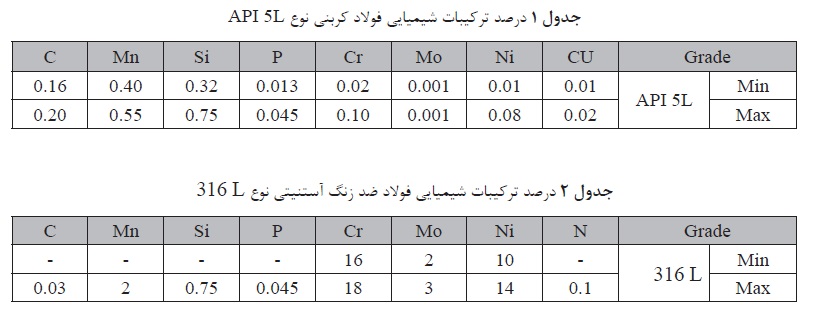
در این تحقیق با هدف بررسی ترک های احتمالی که ایجاد شد. با بکار گیری از الکترودهای متفاوت و در نظر گرفتن متغیرهای عملیاتی. با ساختن قطعات آزمایش طبق استانداردهای مرتبط و از جنس لوله های مورد مصرف در مسیر گازهای ترش. که فولاد کربنی نوع API 5L و فولاد ضد زنگ آستنیتی نوع 316L می باشند. در پی یافتن میزان مقاومت به خوردگی تنشی و ترک های احتمالی به که به وجود آمد در ناحیه متأثر از حرارت جوش (HAZ). و در نتیجه کشف راه کاری مناسب به منظور حداقل رساندن این فرایند هستیم.
بررسی های میکروسکوپی بر روی نمونه ها در ناحیه تأثیر گذار گرمایی نشان می دهد. که اکثر نمونه ها در این ناحیه مستعد به تشکیل ترک های ناشی از خوردگی تنشی بوده. و ترکیبی از دو حالت ترک های میان دانه ای و بین دانه ای هستند. همچنین با افزایش میزان سولفور موجود در گاز ترش، ترک های میان دانه ای بیشتر و تأثیر گذارتری در نمونه ها مشاهده شد. نتایج نشان می دهد که کمترین ترک ها در استفاده از الکترودهای همسان با فلز پایه. از نظر ترکیبات شیمیایی و همچنین الکترودهای با درصد نیکل بالاتر نسبت به فلز پایه بوده است. همچنین تراکم ترک با توجه به مدت آزمایش 120 روز، و میزان سولفور در بیشتر نمونه های تحت تنش افزایش می یابد.
در ترک های ناشی از خوردگی تنشی دو نوع ترک کلی نمایان است. که شامل ترک های بین دانه ای، که در طول مرز دانه ها حرکت می کند، و ترک های میان دانه ای. که از داخل آنها عبور می کنند، می باشد.
نوع ترک بستگی به محیط خورنده و ساختمان فلز دارد. ترک خوردن معمولاً در جهت عمود بر تنش مورد اعمال اتفاق می افتد. هر فلز جهت وقوع ترک های ناشی از خوردگی تنشی نیاز به یک حد تنش کششی خاص و محیط خورنده ویژه دارد. به گونه ای که اگر تنش کششی اعمالی زیر این حد تنش خاص باشد، این نوع ترک ها رخ نمی دهند. در واقع هر چه استحکام کششی افزایش یابد مقاومت به ترک های ناشی از خوردگی تنشی نیز بهبود می یابد.
طراحی و انجام آزمایش
همانطوری که قبلاً اشاره شد هدف اصلی، بررسی رشد ترک در نواحی جوش در خطوط لوله انتقال گاز ترش در پالایشگاه ها می باشد. و با توجه به اینکه جنس این لوله ها طبق بررسی های مورد انجام. از منابع و نقشه های موجود از جنس فولاد کربنی نوع API 5L و فولاد آستنیتی نوع 316L می باشد، بدیهی است. که نمونه های انتخابی با توجه به فریضه اصلی که جنس آلیاژ ثابت است. باید از جنس فولاد با استاندارد NACE MR0175 و با همان خاصیت باشند.
بنابراین پس از انتخاب نوع فولاد، موضوعی که مطرح است. این است که بهترین راهکار و استاندارد جهت ساخت نمونه. که بتواند نتایج قابل قبولی را ارائه نماید. متناسب با تحقیق و تأیید شده انجمن ASTM هست. و راه حلی بسیار خوب برای تحلیل ترک ناشی از خوردگی تنشی باشد.
با توجه به اینکه در این استاندارد ابعاد و دیگر مشخصه های طراحی به طور کامل بیان شد. بنابراین تصمیم بر آن شد که طبق استاندارد فوق چندین نمونه از نمونه های مورد اندازه گیری. برش شوند و سایر عملیات ماشین کاری از قبیل سوراخ کاری، جوشکاری، خم کاری و غیره بر روی آنها انجام گیرد. حال نمونه های تولیدی، جهت قرار گیری در محیط واقعی برای بررسی های بعدی مهیا می شوند. جزئیات بیشتر نحوه ساخت نمونه ها و همچنین ترکیبات و نوع محیط در قسمت بعد بیان می شود.
نمونه آزمایش
پس از مشخص شدن نوع فولادها که همان فولاد کربنی نوع API 5L و فولاد آستنیتی نوع 316L. با ترکیبات شیمیایی طبق جدول شماره (1) و شماره (2) از جنس لوله و مخازن در شرایط واقعی می باشند. حال بررسی کار در شرایط آزمایشگاهی و تطابق آن با حالت واقعی. نمونه های آزمایشگاهی با استفاده از استاندارد ASTM-G30 تهیه گردیدند. Standard Practice for making and using U-Bend Stress Corrosion test Specimens. این استاندارد، دستورالعمل ساخت و استفاده نمونه های خم U. مانند را برای ارزیابی ترک های ناشی از خوردگی تنشی در بین فلزات بیان می کند.
نمونه U معمولاً یک تسمه مستطیل شکل با اندازه های مشخص بکار می گیرند. که به میزان 180 درجه دور یک جسم شعاعی مشخص خم گردیده. و در هنگام آزمایش خوردگی تنشی به همین حالت کرنش ثابت باقی می ماند.
نمونه های تحت تنش سپس در محیط قرار داده شده و تا زمان ترک که ایجاد می شود، بدین صورت قرار می گیرند. این نمونه های U مانند ممکن است که برای هر آلیاژ فلزی بکار روند. منوط به اینکه به اندازه کافی خاصیت چکش خواری داشته باشند. تا بتوان آنها را به شکل U بدون هیچ گونه ترک مکانیکی، درآورد.
در اکثر موارد جهت ساخت این نمونه ها از نوار یا ورق فلزی استفاده می کنند. اما آنها میتوانند توسط مفتول هاف ورق های نازک فلزی و یا قطعات جوشکاری شده یا ماشینکاری شوند و نیز به کار روند. از مزیت های عمده این روش ساخت نمونه. ساده و اقتصادی بودن آنها می باشد. و برای تشخیص اختلاف های بزرگ بین مقاومت ترک های ناشی از خوردگی تنشی از : الف) فلزات مختلف در محیط های یکسان. ب) یک فلز در شرایط متالورژیکی متفاوت در یک محیط یکسان، ج) یک فلز در چندین محیط، بسیار مفید و مناسب می باشد.
در اینجا قبل از آزمایش. خلاصه ای از تأثیر ترک با توجه به ظرفیت تحمل فشار در خطوط لوله انتقال گاز به صورت تئوریکی نکاتی را یادآوری می نماییم.
ابتدا دو حالت ناشی از دو شکل عمق محدود و راه به در را بررسی می کنیم. نمودارهای ظرفیت تحمل فشار در خطوط لوله نفت و گاز بر حسب عوامل مختلف نشان دهندۀ تأثیر هر یک از این عوامل می باشد.
حالات مختلف عبارتند از :
ترک راه به در
فرض کنیم در راستای محور لوله یک ترک راه به در به طول 2C ایجاد شده است. فولیس (Folias) با تعریف پارامتری به نام و با رابطۀ عددی بی بعد به دست آورد.
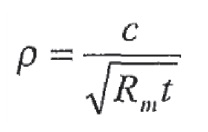
که در این رابطه:
P: طول نرمالیزه شدۀ ترک
C: نصف طول ترک
Rm: شعاع میانی سطح مقطع لوله (میانگین شعاع داخلی و شعاع خارجی)
t: ضخامت دیوارۀ لوله
فولیس (Folias) سپس رابطه زیر را برای تحمل فشار ارائه نمود.
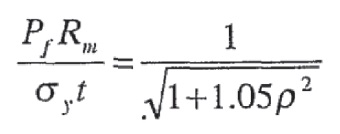
که در آن:
Pf: فشار واماندگی خط لوله
Y: تنش تسلیم می باشد
یک سال بعد اردوگان (Erdogan) رابطه ای دیگر پیشنهاد نمود که تطابق خوبی با رابطه فولیس (Folias) داشت:

ترک عمق محدود
حال فرض کنیم ترک حالت قبل راه به در نباشد، شکل شماره (1)، بلکه عمقی به اندازۀ a داشته باشد. کارتر (Carter) پیشنهاد داد که ظرفیت تحمل فشار با رابطۀ زیر محاسبه گردد.
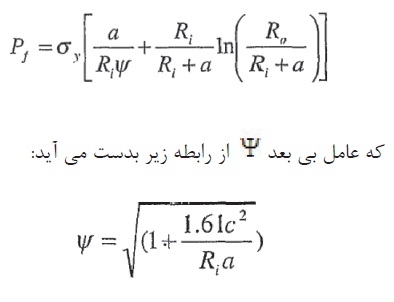
در روابط بالا Ri و Ro به ترتیب شعاع های داخلی و خارجی لوله هستند. کارتر (Carter) بر خلاف روشی که فولیس (Folias) و اردوگان (Erdogan) به کار بردند. عبارت سمت چپ تساوی را بر حسب کسر بیان نکرد، در حالیکه پیش از او اوینگ (Ewing). ظرفیت تحمل فشار لولۀ دارای ترک عمق محدود را به صورت زیر بدست آورده بود:

نحوه آزمایش و آزمایشات متالوگرافی
ابتدا طبق جدول استاندارد ASTMM تعداد 12 عدد تسمه فلزی از جنس فولاد کربنی API 5L و فولاد آستنیتی ضد زنگ نوع 316L تهیه نموده. و دقیقاً در خط تقارن عرضی تسمه برش زده و باید آنرا به دو قسمت مساوی تقسیم نمود. هدف از این کار انجام جوشکاری بر روی محل برش تسمه، جهت اتصال مجدد دو نیمه به یکدیگر. و همچنین موضوع دیگر در این محدوده از اتصال جوش باید تحقیق انجام پذیرد. نمونه ها توسط 12 مدل الکترود مختلف جوشکاری سپس تحت عملیات تنش زدایی PWHT قرار داده شدند.
توسط پیچ و مهره نمونه ها تحت تنش نرمال قرار گرفتند تا شرایط یکسان تنش ثابت در خطوط لوله بر روی نمونه ها اعمال شود. جهت ادامه آزمایش 6 عدد از نمونه های تحت تنش (3 نمونه فولاد کربنی و 3 نمونه فولاد آستنیتی). را در محیط کار و مسیر کمکی خط لوله گاز ترش با میزان سولفور 2000PPM بصورت ثابت نصب کرده. و شیر منتهی به این خط را مقداری باز نموده. تا نمونه ها در معرض سیال هیدروکربنی قرار گیرند.
6 نمونه دیگر (3 نمونه فولاد کربنی و 3 نمونه فولاد آستنیتی) در همان شرایط ولی با میزان سولفور 500ppm تحت تنش در مسیر گاز ترش قرار گرفتند. تا پایان آزمایش که 120 روز طول کشید، نمونه ها چهار بار مورد بررسی قرار گرفتند و مورد مقایسه قرار گرفتند.
بعد از اتمام مدت زمان در که در نظر می گیرند، نمونه ها از سیال گازی خارج می نمایند. و پس از شستشو هر نمونه را به ترتیب در محدوده متأثر از حرارت جوش و فلز جوش، توسط اره، برش عرضی می دهند. سپس نمونه ها جهت آزمایش متالوگرافی، علامت گذاری می گردند و تک تک در نواحی مورد نظر توسط سوهان های سایشی متفاوت (آج بزرگ و کوچک) تا سطح صاف و صیقلی سوهان کاری شدند. در مرحله بعد ابا استفاده از سنگ سنباده یا کاغذ سنباده سطوح را کاملاً صیقلی کرده. و در نهایت توسط پاشش محلول AL203. اکسید آلومینیوم با اندازه دانه 0/050 میکرون توسط دو محلول مخصوص بوسیله یک پارچه نرم صیقل می دهند. و توسط میکروسکوپ در مقیاس های مختلف مورد بررسی قرار گرفتند. و عمل عکس برداری جهت بررسی ریزساختارها و مرز دانه ها و ترک های احتمالی انجام گرفت.
تجزیه و تحلیل
ریخت شناسی ترک
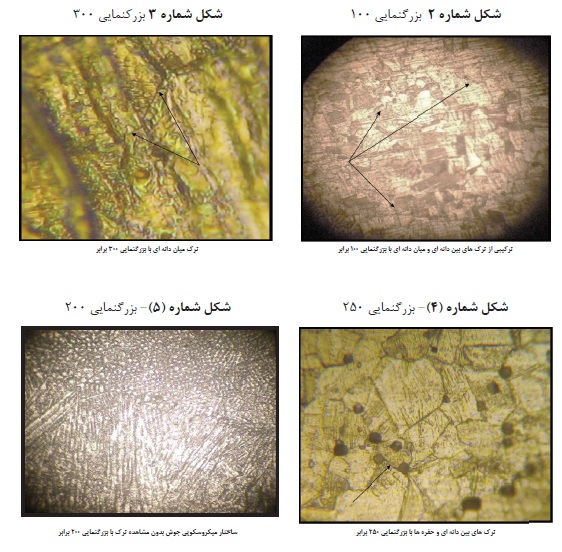
در این مطالعه و بررسی، تعدادی از ترک ها در سطح که برش می خورد نمونه ها آزمایش U شکل. در ناحیه متأثر از حرارت جوش انتشار پیدا کردند. تمامی عوامل را که برای تشکیل ترک ناشی از خوردگی تنشی لازم است، در این مطالعه مؤثر بوده اند. بعلاوه مشاهدات میکروسکوپی نشان می دهند. که در این نمونه ها، ترک ها به دو صورت بین دانه ای و میان دانه ای گسترش می یابند.
شکل شماره (2) نمایان گر این مطلب می باشد. اما از لحاظ کمی انتشار ترک های میان دانه ای بیشتر و وسیع تر بوده است. مانند شکل (3) که این دلیلی بر مستعد بودن اینگونه فولادهای زنگ نزن آستنیتی. به ترک های میان دانه ای از روی مرزدانه ها و دانه ها عبور می کنند. در صورتی که ترک های بین دانه ای در طول مرز دانه ها عبور می نمایند. شکل (4) ترک های بین دانه ای را نشان می دهد.
بعضی از ترک های میان دانه ای دارای یک نوک هستند. و معمولاً از خود یک مسیر خوردگی مشهود در طول خط شکست نشان می دهند. به نظر می رسد که نسبت زمان تأخیر قبل از تشکیل ترک. با شروع حفره ها و مسیرهای خوردگی که از قبل موجود است وجود دارد. همچنین بیشتر ترک ها دارای مسیرهای انشعابی هستند و از مسیر اصلی خود انحراف یافتند.
یک تغییر محلی در ریزساختار در جلوی نوک ترک می تواند باعث انحراف ترک گردد. زیرا تغییر مسیر و انحراف ترک به ساختار ریزدانه ای مرتبط است. در دانه های آستنیتی ترک ها به هر دو صورت میان دانه ای و بین دانه ای رشد می کنند. و یک تغییر مسیر در ریزساختارف بعنوان مثال وجود یک ناحیه وسیع آستنیتی نسبت به یک ناحیه فریتی. در جلوی نوک ترک باعث انحراف مسیر ترک می گردد.
پارامترهای جوشکاری
در نمونه های آزمایش مشخص گردید که همه آنها در ناحیه تأثیر پذیر گرمایی جوش (HAZ) مستعد به تشکیل ترک بوده. و حتی حفره های متعدد نیز ایجاد می شود. لذا پارامترهای فوق در تشکیل این ترک ها مؤثر بوده اند. با توجه به این که همه این پارامترها برای نمونه ها یکسان در مد نظر قرار گرفتند. استفاده از آلیاژهای کم کربن (شاخه L). در الکترودها خطر حساس سازی را بوسیله کند کردن واکنش، و به حداقل رساندن رسوب کاربید، به حداقل می رساند. حتی تنشهای پسماند در ناحیه متأثر از حرارت نیز ممکن است باعث تشدید واکنش تشکیل رسوب گردد.
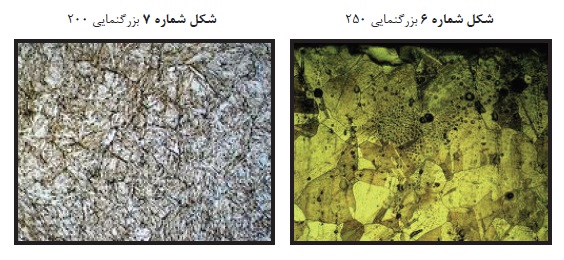
فولاد کربنی API 5L
همچنین شکل گرده جوش به صورت محدب انتخاب گردید که در این روش احتمال تشکیل ترک در هنگام سرد شدن ناچیز و کمتر است. شکل شماره (5) ساختار میکروسکپی جوش را نشان می دهد. نسبت پهنا به عمق نیز 2 به 1 در مد نظر قرار گرفت که این مقدار باعث تشکیل ترک در امتداد سطح نمی شود. در فرآیند جوشکاری از جریان جوش بالا و سرعت های جوش پایین که باعث کاهش میزان سردکاری می شود. و همچنین احتمال تشکیل ترک های زیر جوشی و پای جوش را به حداقل می رساند، نیز استفاده گردید.
بررسی نقش الکترود و ترکیبات آلیاژی
در این بررسی از 12 نمونه الکترود مختلف، طبق جداول شماره (3) و (4) در شاخه های فولادی آستنیتی و کربنی بکار رفت. که قطر این الکترودها به نسبت ضخامت قطعه مناسب هستند (25 میلی متر). و هر کدام با توجه به ترکیبات خاص خود تأثیر مفید و یا نامطلوب در عملکرد جوشکاری داشته اند.
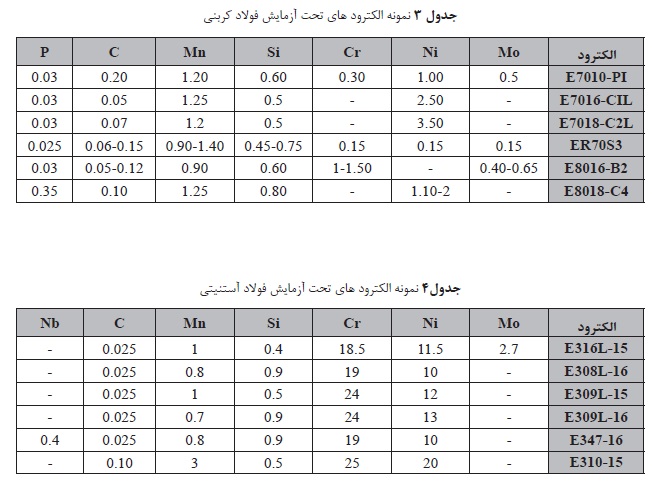
جدول شمار (5) و (6) با توجه به نوع الکترود ها در محیط های مختلف با میزان سولفور متفاوت در گاز ترش. مشخصات ترک های موجود نمایان است. بعنوان مثال الکترود E310-15 که در دو نمونه آزمایشی از آن به عنوان فلز جوش به کار رفت. دارای درصد نیکل بیشتری در حدود 20% نسبت به فلز پایه می باشد. در نتیجه جوش تولیدی به دلیل دریافت نیکل از فلز جوش در اینجا محتوی هیچ فریتی در محل ریشه جوش نیست. در نتیجه عدم وجود فریت سبب ایجاد حساسیت جوش و ناحیه HAZ آن به ترک خوردگی می گردد.
معمولاً فلز جوش در فولادهای زنگ نزن آستنیتی یک ساختار ترد با 2 الی 10 درصد فریت در شبکه آستنیتی دارند. و در الکترود E7010-PI بیشترین نوع ترک میان دانه ای و بین دانه ای مشاهده گردید. که دلیل اصلی آن مقاومت ضعیف این نوع الکترود نسبت به تنش و میزان ترکیب زیاد کربن در آلیاژ این الکترود. نسبت به سایر الکترودها می باشد. اشکال (6) و (7) نشانگر این مدعی است.
فولاد کربنی API 5L
کمترین ترک در نمونه با الکترود E316L-15 به تشکیل می یابند. که این می تواند به دلیل همخوانی بسیار نزدیک درصدی آلیاژی فلز جوش و فلز پایه باشد. این پدیده در مورد فولادهای شاخه 304 نیز صادق است. زیرا در عمل اینگونه فولادها را با الکترود آستنیتی E-308 جوشکاری می کنند. همچنین در نمونه جوشی با الکترودو E309L-16 در نمونه تنش ثابت، ترک های کمتری مشاهده گردیده است.
و این می تواند به دلیل درصد نیکل و کروم بالای این الکترود باشد. در هر حال بنظر می رسد که تطابق آلیاژی فلز پایه و فلز جوش. یکی از عوامل مؤثر بهبود در ترک های مورد تشکیل ناشی از خوردگی تنشی می باشد. همچنین درصد ترکیبات آلیاژی الکترودها مانند مقدار نیکل بالا یا کربن پایین. یکی از عوامل مهم در جلوگیری از ترک های ناشی از خوردگی تنشی می باشد.
تنها نمونه ای که ترکی در آن نمایان نگردید، نمونه مورد جوشکاری با الکترود ER-70S3 می باشد. که بالاترین نوع مقاومت و بیشترین استحکام را تحت تنش در محیط خورنده از خود نشان داده است.

تأثیر تنش و عوامل محیطی
در نمونه های آزمایش شده با توجه به ساختار ریز دانه های آنها می توان دریافت. که با توجه به ترک های بوجود آمده سطح نمونه ها ظاهر ترد و شکننده به خود گرفته اند. و در این هنگام یک حرکت و جابجایی در تعدادی از دانه ها اتفاق افتاده است. کم کردن نوسانات مقدار حد آستانه را برای شروع ترک کم کرده و باعث افزایش میل به این گونه ترک ها می شود. مشاهده شد که با افزایش سولفور موجود در گاز ترش در نمونه های مورد آزمایش، ترک های ناشی از خوردگی تنشی بسیار محسوس تر بودند.
اما در نمونه های تحت تنش با میزان سولفور کمتر، سرعت رشد ترک به نسبت نمونه های دیگر کندتر و تابعی از زمان نیز بود. عوامل محیطی نیز از دیگر عوامل بروز ترک های ناشی از خوردگی تنشی می باشد. که با کمک تنش و ساختار آلیاژی این پدیده را تشدید می کنند. آب در نفت خام وجود دارد و حذف کامل آن مشکل است. آب به عنوان یک الکترولیت عمل نموده و باعث خوردگی می شود و همچنین اب باعث هیدرولیزه شدن مواد دیگر بویژه کلریدها میشود. بنابراین یک محیط اسیدی بوجود می آورد که با کمک تنش، عامل مخرب خواهد بود.
فولاد کربنی API 5L
موادی که در نمونه های مورد بررسی تأثیر گذار بودند، آب شور و کلریدها، سولفید هیدروژن و دی اکسید کربن و نیتروژن بوده است. ترک های ناشی از خوردگی تنشی ناشی از سولفید هیدروژن موجود در گاز. یک حالت ترکیبی از ترک میان دانه ای و بین دانه ای است. هیدرو کربن های گازی محتوی مقدار خیلی زیادی آب شور و گوگرد در شکل مرکاپتان با فرمول R-SH بودند. هر چند که این دو عامل توسط فرآیند های شیمیایی. مانند افزودن کاستیک سودا جهت حذف مرکاپتان و یا چند فازی کردن آب در دماهای مختلف جهت حذف آب شور به حداقل می رسند. اما به مقدار کم در گاز وجود دارند. که خود عاملی جهت بوجود آمدن خوردگی در مکان های مستعد می باشد.
نتیجه گیری
با توجه به مطالب و مطالعات مورد انجام که سپس بررسی شد. میتوان دریافت که عوامل عمده پیدایش ترک های ناشی از خوردگی تنشی در ساختارهای فولادی، سه عامل موادف تنش و محیط هستند. بنابراین شیوه ها و تکنیک های مهم که باعث کسب حداقل این فرآیند می گردد باید بکار روند. در این بررسی با استفاده از نمونه های استاندارد U شکل و انجام فرآیند جوشکاری بر روی این نمونه ها. با توجه به الکترودهای مختلف، تأثیر عوامل محیطی موجود در فرآیند پالایشگاه های گاز ترش بر روی نواحی جوش خطوط لوله پایش و بررسی گردیدند.
فولاد کربنی API 5L
سیالات خورنده موجود در گاز از قبیل سولفید هیدروژن، مرکاپتانها و آب های شور مخلوط شده در گازهای منتقل شونده. به کمک تنشهای موجود از عوامل مهم در ایجاد پدیده ترک های ناشی از خوردگی تنشی در ناحیه متأثر از حرارت جوش می باشد. کمترین ترک ها در استفاده از الکترودهای همسان با فلز پایه از نظر ترکیبات شیمیایی و همچنین درصد بالاتر نیکل الکترودها. نسبت به فلز پایه در ناحیه جوش نمونه های آزمایشی قابل مشاهده است.اکثر ترک های مورد ایجاد خصوصاً در نمونه های تحت آزمایش در گاز ترش با میزان سولفور بیشتر. از نوع ترک های ناشی از خوردگی تنشی میان دانه ای در ناحیه متأثر از حرارت جوش بوده اند.
از آنجاییکه گرمای جوش غالباً در منطقه جوش متمرکز می شود. چنین استنباط می گردد که کرنش و تغییر شکل مورد ایجاد. در هنگام عملیات جوشکاری می تواند سبب شکست و یا ایجاد تنش پسماند شود. این تنش های پسماند در شروع تولید ترک حائز اهمیت می باشند. استفاده از آلیاژهای کم کربن شاخه L در الکترودها، خطر حساس سازی را بوسیله کند کردن واکنش. و به باعث کسب حداقلی رسوب کاربیدهای که غنی می شوند. از کروم در راستای مرزدانه ها به حداقل می رساند.
نتیجه اینکه باعث کند شدن مسیر رشد ترک های ناشی از خوردگی تنشی در منطقه تأثیر گذار گرمایی جوش می شوند. گرمای اعمالی میزان سرد شدن در جوش دو پارامتر عمده تأثیر گذار بر روی مقاومت جوش در برابر ترک های ناشی از خوردگی تنشی و همچنین پدیده حفره دار شدن می باشد. حرارت اعمالی خیلی زیاد و میزان سرد شدن کم، سبب تفکیک عناصر آلیاژی و تشکیل مناطق خالی از کروم است. و باعث کاهش مقاومت نسبت به خوردگی موضعی می شود.
جلیل جمالی، حسین اسماعیلی مزیدی، محمد عامل کاشی پز.دانشگاه آزاد اسلامی واحد شوشتر. دانشکده مکانیک-دانشگاه آزاد اسلامی واحد علوم تحقیقات خمین.بندر عسلویه مجتمع گاز پارس جنوبی پالایشگاه چهارم
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 44 ] [ امتیاز : 3 ] [ نظر شما : ]
فولاد هواپیما سازی- انواع فولاد در ساخت هواپیما

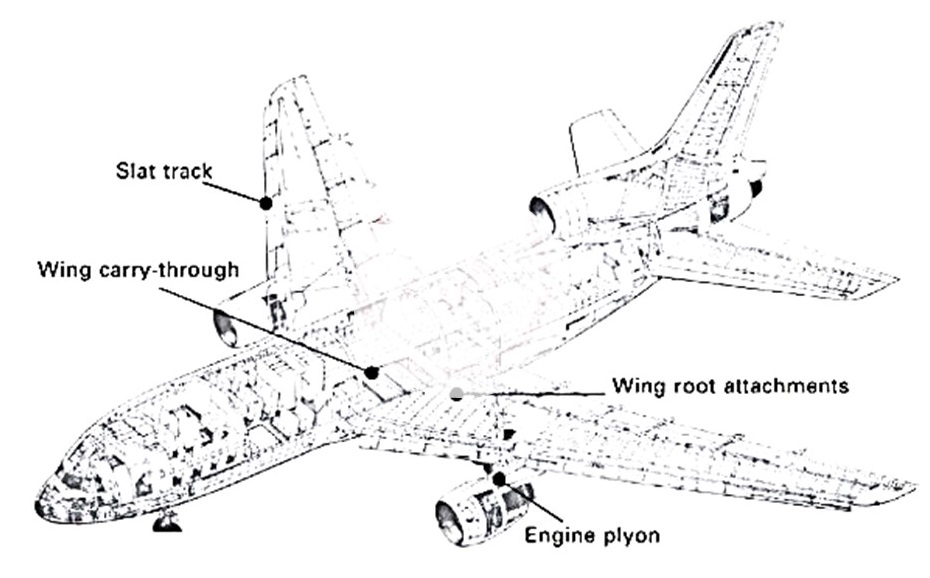
فولادهایی که در ساخت هواپیما به کار برده می شوند. باید دارای مشخصات خاصی باشند که مهمترین آنها استحکام تسلیم بالاست. هرچند امروزه صدها گرید از فولاد ساخته شده است. اما همه آنها را نمی توان در ساخت هواپیما به کار برد. از طرف دیگر از فولاد تنها در بخش های خاصی از هواپیما که نیاز است. استحکام بسیار بالایی داشته باشند.
فولاد هواپیما سازی
مانند ارابه های فرود یا محل اتصال بالها به بدنه و همچنین اسلت ها یا پیش بال ها استفاده می شود. فولادهای کم آلیاژ با کربن متوسط، فولادهای پیرسازی مارتنزیتی و همچنین استنلس استیل های PH سه گروه از فولادهایی هستند. که به دلیل استحکام تسلیم بالا به طور عمده در ساخت هواپیما از آنها استفاده میشود. در این مقاله توضیحات بیشتری در خصوص فولادهای به کار رفته در صنایع هوایی خدمت شما ارائه می گردد.
فولاد آلیاژی از آهن است که حاوی کربن و یک یا چند عنصر آلیاژی دیگر می باشد. فولاد کربنی (Carbon Steel) پرکاربردترین متریالی است که برای ساخت سازه های مهندسی مورد استفاده قرار می گیرد. از فولاد کربنی تقریباً در هر صنعتی از اتومبیل سازی گرفته تا صنایع دریایی، ریلی و زیربنایی استفاده می شود.
فولاد هواپیما سازی
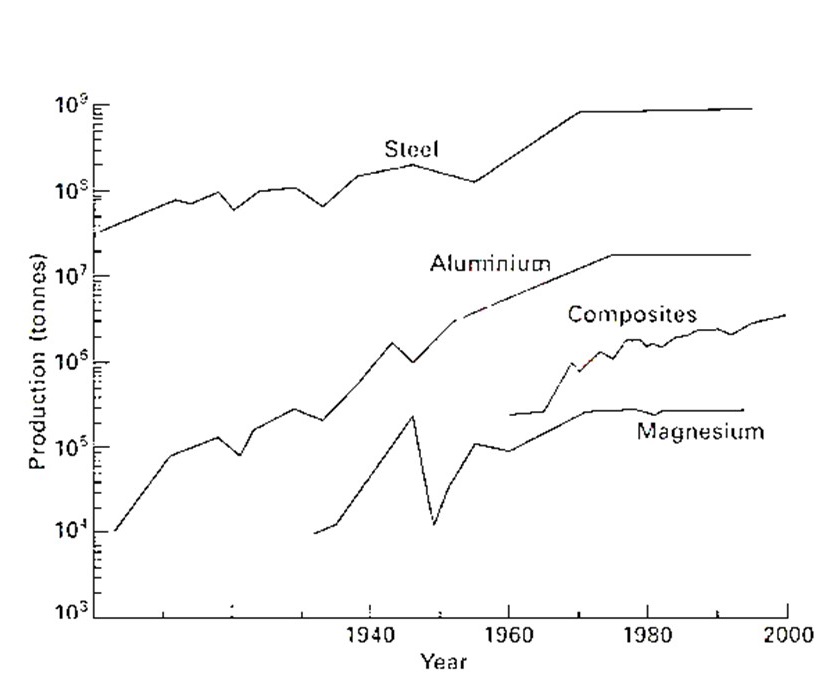
مصرف جهانی فولاد در حدود 100 برابر بیشتر از آلومینیوم است که رتبه دوم در بین فلزات را دارد. در تصویر زیر می توانید میزیان مصرف فلزات مختلف مانند استیل، آلومینیوم، مواد کامپوزیت و منیزیم را در طول قرن بیستم مشاهده کنید. همانطور که دیده می شود. مصرف فولاد بیش از 90 درصد مجموع کل سایر فلزات است. هرچند از فولاد در صنایع بسیار استفاده می شود اما کاربرد آن در صنایع هوایی در مقایسه با آلومینیوم و مواد کامپوزیتی محدودتر است. استفاده از فولاد در هلیکوپترها و هواپیماها به 5 تا 8 درصد از کل وزن آنها محدود است.
استفاده از فولاد در هواپیما معمولاً به بخش های حساس که نیاز به استحکام بسیار بالا دارد محدود می شود. به عبارت دیگر فولاد زمانی استفاده می شود که استحکام بالا بسیار مهم باشد. فولادهایی که در هواپیما استفاده میشود. استحکام تسلیمی بالاتر از 1500-2000 مگاپاسکال دارند. که از بالاترین استحکام آلومینیوم 500 – 650 مگاپاسکال یا کامپوزیت کربن – اپوکسی شبه ایزوتروپیک (Quasi-isoropic carbon – epoxy) (1000 – 750 مگاپاسکال) بسیار بالاتر است. علاوه بر استحکام بالا، فولادی که در هواپیما استفاده میشود. مدول الاستیک، سختی شکست و مقاومت خستگی بالایی دارد.
فولاد هواپیما سازی
همچنین علمکرد مکانیکی خود را در دماهای بالا (300-450 درجه سانتی گراد) نیز حفظ می کند. این ویژگی ها فولاد را به گزینه ای مناسب برای استفاده در سازه ی هواپیماهای سنگین تبدیل می کند.
هرچند از فولاد بنا به دلایلی که مهمترین آن وزن آن است در حجم های بسیار زیاد استفاده نمی شود. چگالی فولاد 7.2 گرم بر سانتیمترر مکعب است یعنی در حجم ثابت 2.5 برابر از آلومینیوم. 1.5 برابر از تیتانیوم و 3.5 برابر از کامپوزیت کربن-اپوکسی سنگین تر می باشد.
علاوه بر مشکل وزن، بیشتر فولادها نسبت به خوردگی حساس هستند. که باعث ایجاد حفره، ترک های ناشی از خوردگی و سایر اسیب ها می شود. فولادهای با استحکام بالا (High-strength) نیز مستعد تردی هیدروژنی (Hydrogen Embrittlement) ناشی از جذب هیدروژن هستند که نقطه ضعفی برای آنها به شمار می آید. غلظت بسیار کم هیدروژن حتی به اندازه 0.0001 درصد در فولاد می تواند باعث ترک هایی شود. که منجر به شکست در سطح تنش هایی کمتر از سحط استحکام تسلیم می شود.
قسمت هایی از سازه هواپیما که در آن از فولاد مقاومت بالا استفاده می شود. شامل چرخ های هواپیما، اتصالات بال، شاه تیرهای موتور و اسلت یا پیش بالاهاست. در شکل زیر می توانید از قسمت ها را ملاحظه کنید. بیشترین کاربرد فولاد نیز در ارابه های فرود ( Gear Landing) است. استفاده از فولاد در این قسمت به دلیل نیاز به سختی بالا، استحکام و مقاومت به خستگی زیاد است. چرا که در زمان فرود و تیک آف هواپیما نیروی بسیاری زیادی به این قسمت وارد می شود. به دلیل استحکام زیاد فولاد این قسمت از هواپیما می تواند نسبتاً کوچک ساخته شود. به گونه ای که به راحتی در قسمت زیر شکم هواپیما فضای بسیار کمی را اشغال کند. از فولاد همچنین در ریشه اتصال بال به بدنه و اسلت بال ها نیز استفاده می شود.
فولاد هواپیما سازی
گرید های فولاد
آهن با کربن و وسایر عناصر ترکیب شده و پس از عملیات فورجینگ و حرارتی فولاد مقاومت بالا را می سازد. آهن خالص فلزی نرم است که استحکام تسلیمی کمتر از 100 مگاپاسکال دارد. اما به کمک ترکیب با فولاد و برخی عناصر آلیاژی و همچنین انجام عملیات های حرارتی استحکام آن افزایش داده می شود. به کمک ترکیب عناصر و همچنین فرآیندهای ترمودینامیکی می توان فولادهایی ساخت که استحکام تسلیم آن از 200 تا بالای 2000 مگاپاسکال متغیر است. برخی ویژگی های مهم دیگر فولاد از قبیل سختی، مقاومت به خستگی. و مقاومت خزشی نیز به وسیله ی عملیات ترمودینامیکی و آلیاژی قابل کنترل است.
امروزه بیش از صدها گرید مختلف فولاد وجود دارد. اگرچه تنها تعداد بسیار کمی از آنها دارای مقاومت و سختی بالا در حدی است که بتوان در صنعت هواپیماسازی از آنها استفاده کرد. فولادهای حاوی کمتر از 1.5 درصد کربن (همراه با سایر عناصر آلیاژی) هستند. و اغلب بر اساس مقدار کربن و عناصر آلیاژی که در خود دارند دسته بندی می شوند. برخی از مهمترین گروه های فولاد عبارتند از:
فولاد معمولی یا فولاد نرم
فولادهای معمولی که به عنوان فولادهای کم کربن نیز شناخته می شوند. کمتر از 2 درصد کرن در خود دارند و عموماً به وسیلۀ سردکاری سخت می شوند. فولاد معمولی استحکام تسلیم متوسط در حد 200 تا 300 مگاپاسکال دارد و به دلیل نرم بودن در صنایع هوایی کاربردی ندارد.
فولادهای کم آلیاژ مقاومت بالا
فلزهای کم آلیاژ مقاومت بالا (HSLA) فولادهایی هستند. که مقدار کمی کربن (کمتر از 0.2 درصد) مانند فولاد معمولی دارند. و مقدار کمی نیز عناصر آلیاژی مانند مس، نیکل، نیوبیوم، وانادیوم، کروم، مولیبدینوم و زیرکونیم در آنها استفاده می شود. فولادهای HSLA به عنوان فولادهای میکروآلیاژی شناخته می شوند. چرا که در مقایسه با سایر انواع فولادها مقدار عناصر آلیاژی آن بسیار کمتر است. استحکام تسلیم فولادهای HSLA بین 250 تا 600 مگاپاسکال است و در اتومبیل سازی، ساخت کامیون و پل سازی کاربرد دارد. استفاده از HSLA در صنعت هواپیمایی نیز کم است چرا که استحکام و مقاومت کمی در برابر خوردگی دارد.
فولاد هواپیما سازی
فولاد کربن متوسط
فولادهای کربن متوسط بین 0.25 تا 0.5 درصد کربن دارند و به وسیلۀ فرایندهای ترمومکانیکی به سختی بین 300 تا 1000 مگاپاسکال می رسند. این گروه از فولادها برای کاربردهای سازه ای بسیار مورد استفاده قرار می گیرند. در موتور اتومبیل ها، سازه های ساختمان ها و پل ها، کشتی ها، وگن های قطار و سازه های دور از دریا استفاده می شود. فولادهای کم کربن در صنایع هوایی کاربرد کمی دارد.
فولادهای کم آلیاژ کربن متوسط
فلزهای کم آلیاژ کم کربن بین 0.25 تا 0.5 درصد کربن دارند اما مقدار عناصر آلیاژی آن بیشتر است. که موجب افزایش سختی و و مقاومت آن در دمای بالاست. در ساختار این فولادها عناصری مانند نیکل، کروم، مولیبدنوم، وانادیوم و کبالت وجود دارد. نمونه های آلیاژ بالای این فولادها در ساخت فولاد ابزار استفاده می شود. ابزاری مانند مته، تیغه و قطعات ماشین ها که به سختی و مقاومت سایشی بالای در دماهای بالا نیاز دارند. سطح استحکام این فولادها به 2000 مگاپاسکال نیز می رسد. از این فولادها در ساخت هواپیما و به طور عمده در قسمت های ارابه فرود (Undercarriage) استفاده می شود.
فولادهای پیرسازی مارتنزیتی
فولادهای پیرسازی مارتنزیتی (Mareging steels) حاوی مقدار بسیار بالایی عنصر آلیاژی و مقدار بسیار کمی (کمتر از 0.03 درصد) کربن هستند. در کنار عملیات حرارتی که شامل سخت پیرسازی است. این دسته از فولادهای ترکیبی از استحکام بسیار بالا، سختی شکست و چکش خواری را دارا هستند. استحکام فولادهای پیرسازی مارتنزیتی در زنج 1500 تا 2300 مگاپاسکال قرار دارد و آنها را در زمره قوی ترین مواد فلزی قرار می دهد. از این گروه از فولاد در اجزایی از هواپیما که بارگذاری سنگین روی آن انجام می شود استفاده می گردد.
فولاد ضد زنگ
فولادهای ضد زنگ یا استنلس استیل ها موادی هستند که حاوی 0.08 تا 0.25 درصد کربن. و مقدار بالایی کروم (12 تا 26 درصد) می باشند. برخی مواقع از نیکل ( تا 22 درصد) نیز در ساخت استنلس استیل ها استفاده میشود. گریدهای مختلفی از استنلس استیل ها با مشخصات مکانیکی گوناگون وجود دارد . که استحکام تسلیمی بین 200 تا 2000 مگاپاسکال را می توانند داشته باشند. استیل های PH یا سخت کاری رسوبی به کاربردهای مرتبط با هوافضا بیشتر مورد استفاده قرار می گیرند. به این دلیل این کلاس از استیل در کنار مقاومت به خوردگی استحکام بالایی را نیز دارا هستند.
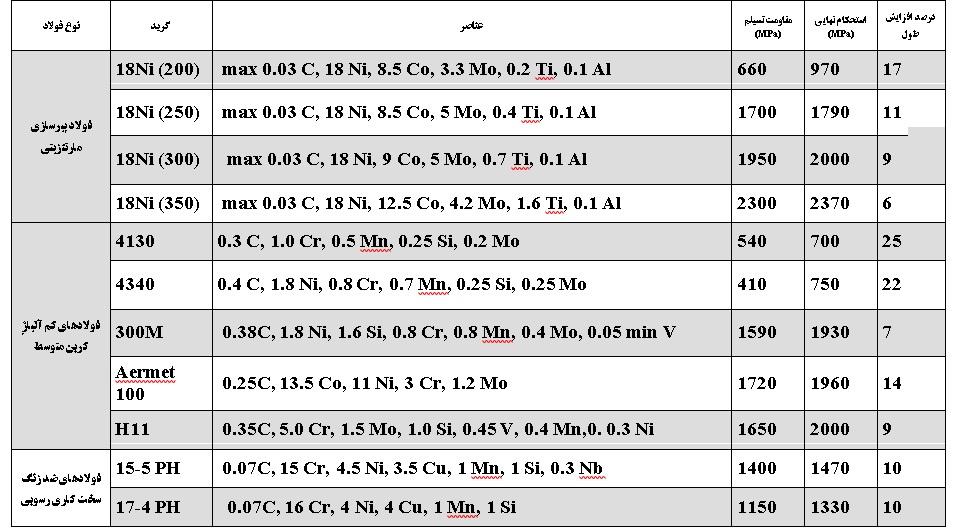
از میان تمام فولادهایی که ساخته شده و موجود هستند. فولادهای کم آلیاژ با کربن متوسط، فولادهای پیرسازی مارتنزیتی و استیل های PH بیشترین کاربرد را در ساخت هواپیما دارند.
در جدول زیر می توانید مشخصات فولادهایی که به صورت عمده در هواپیماسازی استفاده می شوند را مشاهده نمایید
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 41 ] [ امتیاز : 3 ] [ نظر شما : ]
فولاد کشتی سازی-فولاد دریایی-فولاد شناور سازی
فولاد آلیاژی در کشتی سازی – برای ساخت بیشترین قطعه فلزی (بدنه شناور یا کشتی). از صفحات نورد گرم از درجه های فولاد آلیاژی یا کم آلیاژ استفاده می شود. چنین صفحات نورد گرم مشترکات زیادی با فولادهای سنتی دارند. که در ساخت و ساز استفاده می شوند. با این حال، آنها ویژگی های خاص خود را در رابطه با شرایط عملیاتی دارند.

فولاد نورد، حتی انواع معمولی برای کشتی سازی، اغلب به دلیل ویژگی های خاص، نیازهای اضافی دارند. در این حالت، از مواد افزودنی آلیاژی هنگام ذوب فولاد استفاده می شود. که خاصیت آن را تغییر داده و بهبود می بخشد. به عنوان مثال، مس به عنوان یک افزودنی به طور خاص در کشتی سازی استفاده می شود. به عنوان مثال، ممکن است صحنه هایی از یک فیلم در مورد دزدان دریایی یا مسافران شجاع را به یاد آورید. که در آن یک لاشه کشتی زیر خط آب رسوب میکند و سنگین تر میگردد. یا در طی سفرهای طولانی دریایی زنگ میزند و خدمه کشتی را تهدید میکند.
امروزه به لطف مواد افزودنی مس، فولاد نورد مهیا برای کاربرد در هنگام کار مقاومت بالاتری در برابر خوردگی دارد. قسمت زیر دریایی بدنه شناور که باکاربرد از چنین فولاد آلیاژی تولید می شود، به صورت رسوب تبدیل نمی شود. بنابراین، خطرات شکستگی بدنه و هزینه های نگهداری کاهش می یابد.
فلز داغ برای قطعات
تولیدکنندگان فلزات آهنی علاوه بر فولاد، یک نوع محصول دیگر که در ساخت کشتی استفاده می شود. تولید می کنند: فلز داغ، به عنوان مثال، ریختن آهن خاکستری ارزانتر از فولاد است. فلز داغ انعطاف پذیرتر و در برابر ضربه مقاوم است. برای ساخت مکانیزم های فرمان، محفظه گیربکس و سایر قطعات استفاده می شود.
الزامات فولادهای کشتی سازی
1- بدنه شناور همیشه در تماس با آب است ( هم رودخانه و هم آب شور دریا). و در هنگام لنگر انداختن در یک بندر در معرض اثرات دیگری قرار می گیرد. مثلاً روی اسکله. بنابراین، مواد بدنه باید از سطح تعیین شده مقاومت، انعطاف پذیری و خاصیت انعطاف پذیری تحت شرایط حرارتی مختلف اطمینان حاصل کنند. فولاد نوردی که برای ساخت بدنه شناور و کشتی استفاده می شود. باید به اندازه کافی در برابر خوردگی مقاوم باشد. اما در عین حال به راحتی تغییر شکل می یابد (خم و برش) و در حوضجه ها جوش می دهند.
2- برای اطمینان از روندهای روان، سازندگان کشتی به مواد مربوطه نیاز دارند. به همین دلیل Steel Ilyich ، Azovstal و سایر کارخانه هایی که صفحات سنگین را برای صنعت کشتی سازی تولید می کنند. درجه های خاص فولاد را با ویژگی هایی که مطابق با مشخصات مقررات جوامع طبقه بندی ملی و بین المللی است. امکان ساخت ورق های کشتی سازی توسط بازرسان شرکت های بین المللی گواهی تأیید می شود. جالب اینجاست که سازندگان کشی از کشورهای مختلف جهان نیازهای خاص خود را برای محصولات نورد تعیین می کنند. به طور معمول شرکت های متالورژی فعال در این بخش، چند ده گواهینامه انطباق دارند: برای مشتریانی از اروپا، خاورمیانه و آسیا.
در زیر برخی از معروف ترین انجمن های طبقه بندی وجود دارد
1- ثبت نام حمل و نقل لوید LR انگلستان
2- Det Norske Veritas Germanischer Lioyd (DNV GL) آلمان
3- Bureau Veritas (BV) فرانسه
4- اداره حمل و نقل آمریکا ABS
درجه های فولادی برای کشتی سازی
با در نظر گرفتن تکنیک تولید و شرایط عملیاتی، فولاد نورد برای ساخت کشتی باید. دارای ویژگی های خاصی برای ذوب فلز گرم، فولاد و محصولات نورد باشد. چنین فلزی باید در برابر خوردگی و ضربه مقاوم باشد. و همچنین عملکرد، مقاومت، قابلیت جوشکاری و مقاومت بالایی داشته باشد. فولاد نورد برای ساخت کشتی باید مطابق با الزامات انجمن بین المللی انجمن های طبقه بندی (IACS) باشد. درجه های یکپارچه F,E,D,B,A بر روی برچسب های فولادی استفاده میشود.
که برای تولید بدنه کشتی استفاده می شود. آنها بر اساس پارامترهایی مانند مقاومت تسلیم و مقاومت در برابر ضربه در یک درجه حرارت خاص تولید شدند. علاوه بر این، فولادها بسته به ویژگی های مقاومت به دو دسته اصلی تقسیم می شوند. قدرت طبیعی، حد مجاز حداقل 235 مگاپاسکال (24 کیلوگرم در میلی متر مربع) افزایش مقاومت برای سه دسته. با قدرت عملکرد مورد تضمین 315 مگاپاسکال (32 کیلوگرم در میلی متر مربع)، 355 مگاپاسکال (36 کیلو گرم در میلی متر مربع). و 390 مگاپاسکال (40 کیلوگرم در میلی متر مربع).
مقاومت در برابر ترد شدن برای فولادها با مقاومت عادی با استفاده از مقدار انرژی ضربه. با استفاده از نمونه هایی با یک بریدگی تیز در یک درجه حرارت خاص مشخص میشود. ورق های کشتی سازی درجه های F,E,D,B باید انرژی ضربه مورد نیاز را به ترتیب در دمای آزمون. درجه های 20-40-60 درجه سانتی گراد اطمینان دهند. فولاد نورد درجه A از نظر خمش ضربه آزمایش نشده است.
گروه متینوست فروشنده قابل توجه مواد در بازارهای کشتی سازی اوکراین و جهان است. فولادها با Metinvest با استفاده از دستگاه نورد 3000 در Ilyich steel در Mariupol تولید میشوند.
تفاوت اصلی آنها در حداکثر عرض ورق است. از محصولات نیمه تمام اوکراین برای تولید صفحات کشتی سازی در تأسیسات اروپایی گروه. یعنی شرکت های ایتالیایی Ferriera Valsider و Metinvest Tremetal و همچنین شرکت انگلیسی Spartan Uk استفاده می شود. کیفیت محصولات با استانداردهای اروپا مطابقت دارد که صادرات فولاد اوکراین را امکان پذیر می کند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 70 ] [ امتیاز : 3 ] [ نظر شما : ]
تأثیر فلز پرکننده بر خواص اتصال غیر مشابه آلیاژ فولادی 4130 به فولاد زنگ نزن 316L پارت دوم
مواد و روش تحقیق
مواد مصرفی
در این پژوهش از ورق فولاد کم آلیاژ AISI 4130 و فولاد زنگ نزن آستنیتی AISI استفاده شد. آنالیز کوانتومتری جهت تعیین دقیق ترکیب شیمیایی ورق های خریداری شده انجام گردید. ترکیب شیمیایی فلزات پایه در جدول 1 ارائه شده است. جهت اتصال فلزات پایه از دو فلز پرکننده فولاد زنگ نزن ER309L و اینکونل ERNiCr-3 استفاده شد. در تمامی موارد از سیم جوش هایی با قطر 2/4 میلی متر جهت پاس ریشه. و در ادامه جهت رونشانی پاس بعدی استفاده شد.
به منظور ارائه دقیق ترکیب شیمیایی سیم جوش های به کار گرفته شده. از اطلاعات درج شده توسط کارخانه سازنده استفاده شد. در انتخاب فلزات پرکننده در این پژوهش علاوه بر ترکیب شیمیایی. پارامترهای دیگری مانند خواص مکانیکی حاصله، پایداری حرارتی، مقاومت به خوردگی، ضریب انبساط حرارتی. در دسترس بودن و هزینه ها مد نظر قرار گرفت. بر همین اساس از استانداردهای AWS , AWS A5/9 A5/14 و مشخصات ارائه شده از طرف تولید کنندگان استفاده گردید.

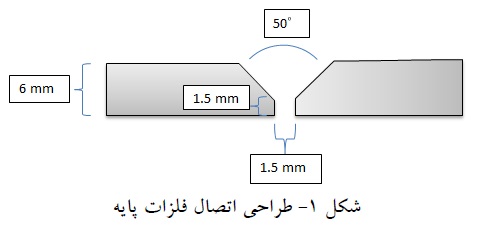
آماده سازی نمونه ها و طراحی اتصال
در این پژوههش ده ورق از جنس فولاد زنگ نزن آستنیتی AISI 316L. و فولاد AISI 4130 با ابعاد 6×70×300 میلی متر. به عنوان فلزات پایه تهیه شد و بر اساس استاندارد AWS D1/1 به صورت جناغی یک طرفه لبه سازی گردید. زاویه لبه هر ورق در ناحیه شیار جوش 25 درجه. و در مجموع 50 درجه مطابق شکل (1) در نظر گرفته شد. عملیات لبه سازی توسط ماشین فرز و با کیفیت بالا انجام گردید. سپس مراحل سمباده زنی، چربی زدایی و تمیزکاری قطعات جهت انجام فرایند جوشکاری انجام شد.
جوشکاری نمونه ها
اتصال ورق ها با استفاده از سیم جوش های ER309L. و ERNiCr-3 به قطر 2/4 میلی متر و به روش GTAW. توسط دستگاه با مدل ESAB DTA 300 بدون پیش گرم کردن نمونه ها. و با قطبیت DCEN به صورت 1G انجام گردید. الکترود مصرف نشدنی مورد استفاده، الکترود تنگستنی حاوی دو درصد توریم

به قطر 2/4 میلی متر بود. گاز آرگون با خلوص 99/9 درصد با فشار 4 الی 5 بار به عنوان گاز محافظ استفاده شد. دمای بین پاسی 100 درجه سانتی گراد در نظر گرفته شد. تا تنش های پسماند ناشی از انقباض و سرد شدن فلز جوش به حداقل مقدار ممکن برسد. در هر پاس مقادیر شدت جریان، ولتاژ و سرعت جوشکاری اندازه گیری و کنترل شد (جدول 2).
بررسی ریزساختار
به منظور مطالعه و بررسی ریزساختار مناطق مختلف در فلزات پایه. فلز جوش و منطقه متأثر از حرارت (HAZ)، و همچنین تحولات ریزساختاری. از روش متالوگرافی توسط میکروسکوپ نوری با بزرگ نمایی مختلف استفاده گردید. بدین صورت که ابتدا نمونه ها توسط اره نواری در ابعاد 15× 30 میلی متر بریده شد.

سپس نمونه ها توسط دستگاه های نیمه اتوماتیک سنباده و پولیش، طبق استاندارد ASTM E3-11 آماده سازی گردید. پس از انجام فرایند آماده سازی، عملیات میکرو اچ نمونه ها. توسط محلول های اچ نایتال (1الی 5 میلی لیتر نیتریک اسید و 95-99 میلی لیتر اتیل الکل). و گلیسرژیا (سه بخش گلیسرول، 5-2 بخش کلرید اسید. یک بخش استیک اسید) و محلول اچ رنگی براها. (5 گرم تیو سدیم سولفید + 3 گرم پتاسیم متابیو سولفید+ 1000 میلی لیتر آب). طبق استاندارد 2015- ASTM E407 انجام شد.
ارزیابی خواص مکانیکی
جهت بررسی خواص مکانیکی اتصال، برای تعیین استحکام کششی جوش از آزمون کشش طبق استاندارد ASTM E8. توسط دستگاه کشش مدل 4486-INSTRON استفاده شد. مشخصات نمونه برای آزمون کشش طبق استاندارد در شکل (2) نشان داده شده است. جهت تعیین میزان انرژی ضربه از آزمون ضربه شارپی استفاده شد. بدین صورت که از فلز جوش، نمونه هایی با ابعاد 6×10
جهت بررسی خواص مکانیکی اتصال، برای تعیین استحکام کششی جوش از آزمون کشش طبق استاندارد ASTM E8. توسط دستگاه کشش مدل 4486-INSTRON استفاده شد. مشخصات نمونه برای آزمون کشش طبق استاندارد در شکل (2) نشان داده شده است. جهت تعیین میزان انرژی ضربه از آزمون ضربه شارپی استفاده شد. بدین صورت که از فلز جوش، نمونه هایی با ابعاد 6×10×55 میلی متر. به گونه ای که نقطه اتصال در مرکز نمونه قرار گیرد تهیه شد.
مطابق شکل (3) شیاری به عمق یک میلی متر. و با زاویه 45 درجه بر روی نمونه در فلز جوش ایجاد شد. این آزمون توسط دستگاه سنتام مدل SIT 300 در دمای محیط انجام شد. جهت انجام آزمون های کشش و ضربه، از هر قطعه 3 نمونه برای هر آزمون طبق مشخصات بالا تهیه گردید. همچنین ریزسختی سنجی ویکرز بر روی نمونه ها در راستای پهنای جوش، در سطح مقطع برش عرضی نمونه ها. مطابق با استاندارد ASTM E-92، انجام شد. تصاویر سطح مقطع شکست نمونه های آزمون کشش و ضربه. به وسیله میکروسکوپ الکترونی روبشی از نوع VARIABLE PRESSURE SEM – (XMU & LMU) مورد بررسی قرار گرفت.
نتایج بحث
ریزساختار فلزات پایه
شکل (4) تصویر میکروسکوپی نوری از ریز ساختار فولاد 4130 را نشان می دهد. ساختار شامل بینیت، فریت و نواحی پرلیت می باشد. این آلیاژ معمولاً در حالت آنیل شده یا تمپر شده جوشکاری می گردد. مگر اینکه هدف تعمیر قطعه باشد که در این حالت آنیل یا تمپر قبل از جوشکاری عملی نیست. با انجام عملیات آنیل علاوه بر یکنواختی در ترکیب شیمیایی. در اثر وقوع فرایند تبلور مجدد، ساختاری با دانه های هم محور ایجاد می شود. و با افزایش زمان آنیل، دانه ها فرصت رشد یافته. و در نهایت ساختاری شامل دانه های هم محور نسبتاً بزرگ به وجود می آید.

تصویر میکروسکوپی نوری از ریزساختار فولاد زنگ نزن آستنیتی 316L در شکل (5) آورده شده است. ریزساختار دارای زمینه آستنیتی بوده و از دانه های هم محور تشکیل شده. و همچنین مرزهای دوقولویی آنیل در سرتاسر ساختار به چشم می خورند. چنین ساختاری نتیجه فرایند آنیل پس از عملیات نورد است. این عملیات به منظور بهبود خواص خوردگی و شکل پذیری آلیاژ انجام می گردد.
همچنین طی فرایند آنیل، اکثر رسوبات ایجاد شده. در فرایند تولید فولاد که طی عملیات نورد دچار تغییر شکل شده اند حذف می گردند. در شکل (5) وجود رشته فریت دلتا کاملاً مشخص می باشد. هرچند که مقدار این فاز در ساختار خیلی زیاد نیست. وجود فریت دلتا روند به وجود آمدن فاز سیگما در آلیاژ را، پس از قرار گرفتن طولانی مدت. و محدوده دمایی 600 تا 900 درجه سانتی گراد تسریع می کند. وجود فاز ترد سیگما باعث کاهش انعطاف پذیری و چقرمگی آلیاژ خواهد شد.

میزان رقت فلز جوش
جهت تعیین میزان رقت ابتدا از هر نقطه نمونه ای با مشخصات یک نمونه متالوگرافی تهیه. و سپس منطقه جوش ماکرو اچ گردید. سپس مساحت منطقه جوش محاسبه شد .و با مقایسه این مساحت و مساحت سطح مقطع فرضی لبه سازی انجام شده میزان رقت محاسبه گردید. میزان رقت در هر دو نمونه به طور تقریبی شامل 60 الی 65 درصد فلز پرکننده. و مابقی فلز پایه می باشد.
در نمونه جوشکاری شده توسط ERNiCr-3 به علت میزان بالای نیکل در فلز پرکننده و همچنین میزان قابل توجه این عنصر در فلز پایه 316 مطابق جدول (1)، این میزان رقت اثری در تغییر ساختار قابل پیش بینی جوش ندارد. در مورد نمونه جوش داده شده توسط ER309L، با در نظر گرفتن میزان عناصر آلیاژی در فلزات پایه. به خصوص فولاد 316 مطابق جدول (1) و طبق محاسبات میزان رقت عناصر، میزان عناصر به گونه ای است. که طبق نمودار شیفلر، جوش در همان محدوده فازی ER309L قرار دارد.

ریزساختار فلز جوش
یکی از مواد پرکننده مورد استفاده برای اتصال غیرمشابه در این تحقیق اینکونل 82 (ERNiCr-3) می باشد. ساختار دانه بندی فلز جوش مربوط به این فلز پرکننده در شکل (6) مشخص است. با توجه به شکل (6)، ریزساختار مطابق انتظار کاملاً آستنیتی بوده. و از دانه های تقریباً هم محور متشکل است. درون دانه ها، ساختار دندریتی – سلولی ساختار غالب می باشد. و بازوهای دندریت های هم محور نیز در برخی از دانه ها وجود دارند. جهت گیری رشد دندریت ها در هر دانه متفاوت است. و در واقع یک نوع رشد رقابتی در ساختار قابل مشاهده است. در شکل (6) رسوباتی نمایان هستند. که پس از انجام ارزیابی به روش طیف سنجی تفریق انرژی EDs مطابق شکل (7). این رسوبات غنی از نیوبیوم بودند.
بر اساس گزارش های مورد انتشار، تشکیل رسوبات غنی از نیوبیوم به صورت NbC در جوشکاری. با این فلز پرکننده گزارش گردید. ضریب جدایش نیوبیوم در آلیاژهای پایه نیکل کمتر از یک بوده. و در نتیجه این عنصر تمایل زیادی به جدایش در مناطق بین دندریتی دارد. علاوه بر این حضور سایر عناصر آلیاژی، قابلیت انحلال این عنصر در نیکل را کاهش می دهد.
فلز پرکننده دیگری که در این تحقیق مورد استفاده قرار گرفت فلز پرکننده ER309L بود. به طور کلی نوع انجماد در فولادهای زنگ نزن آستنیتی. به عواملی همچون ترکیب شیمیایی و فاکتورهای سینتیکی. مانند سرعت سرد شدن بستگی دارد. مهمترین عامل، مقدار کروم و نیکل معادل و نسبت Creq/Nieq در ترکیب شیمیایی است. همچنین با توجه به نمودار شیفلر که برای فرایندهای غیرتعادلی جوشکاری طراحی گردید.
ساختار مورد حاصل آستنیتی-فریتی خواهد بود. مطابق شکل (8) ترکیب این فلز جوش به نحوی است. که در بخش غنی از نیکل و و در سمت راست مثلث یوتکتیک سه فازی قرار می گیرد. و بنابراین فاز اولیه در انجماد آستنیت می باشد. حالت انجماد در این شرایط شامل فریت در بین دندریت ها. یا سلول های آستنیت و یا به صورت آستنیت اولیه همراه با فریت به عنوان فاز دوم (AF) خواهد بود. در ساختار مورد حاصل مطابق شکل (9)، فریت دلتا نمایان است.

در منطقه ای در مرکز حوضچه مذاب نرخ سرد شدن به اندازه ای پایین می باشد. که زمان کافی برای جدایش عناصر پایدار کننده فریت، ایجاد شده و در مناطق بین دندریتی فریت تشکیل می شود. در شکل (9) سلول ها و دندریت های آستنیت به رنگ روشن و فریت دلتا. به عنوان فاز دوم با رنگ تیره در ساختار مشاهده می شود.
ساختار فلز جوش پایه نیکلی عمدتاً به صورت دندریتی. همراه با دندریت های ثانویه قابل مشاهده می باشد. در صورتی که در فلز جوش 309L دندریت های ثانویه به سختی نمایان می گردد. و در قسمت هایی از آن، ساختار سلولی وجود دارد. تفاوت در میزان تحت انجماد در جبهه انجماد به دلیل وجود عناصر آلیاژی مختلف به ویژه عناصر آلیاژی. نظیر مولیبدن و نیوبیوم می باشد. که ضریب توزیع تعادلی انجماد آنها به اندازه کافی کوچک تر از یک است.
این عامل سبب ایجاد ریزساختار دندریتی می شود. و فازهای ثانویه در مناطق بین دندریتی و بین دانه ها شکل می گیرد. علاوه بر این، اندازه ریزساختارها نیز با یکدیگر یکسان نبوده. که این پارامتر بر روی خواص جوش مانند استحکام کششی، چقرمگی و حساسیت به ترک انجمادی تأثیرگذار می باشد.

بررسی فصل مشترک جوش
در شکل (10) و (11) فصل مشترک مربوط به نمونه مورد جوشکاری توسط ER309L مشخص است. در فصل مشترک سمت AISI 4130 همان گونه که در شکل (10) نمایان است. رشد به دو صورت مسطح (رونشینی) و هم غیر مسطح قابل مشاهده می باشد. رشد مسطح به علت شیب حرارتی بالا در حوضچه جوش ایجاد می شود. در ادامه جوانه زنی و رشد به صورت سلولی و ستونی در داخل ناحیه که ذوب است نمایان است. که این ساختارها تابع شرایط انتقال حرارت و ترکیب شیمیایی می باشد. در فصل مشترک 316 (شکل (11)) تمرکز فریت در فصل مشترک به خوبی قابل مشاهده است. رشد به صورت غیر مسطح بوده و دانه ها به صورت ستونی در فصل مشترک رشد نموده اند. همچنین رشد دانه های آستنیت در HAZ قابل مشاهده است.

فصل مشترک نمونه مورد جوشکاری توسط ERNiCr-3 در دو شکل (12) و (13) آورده شده است. در فصل مشترک سمت AISI 4130 همان گونه که در شکل (12) مشخص است. رشد به صورت مسطح (رونشینی) قابل مشاهده می باشد. جوانه زنی و رشد به صورت سلولی و ستونی در داخل ناحیه که ذوب می شود مشخص می گردد. و افزایش اندازه ستون ها و سلول ها در این نمونه نسبت به نمونه مورد جوشکاری. توسط ER309L مشخص می گردد. در فصل مشترک 316 (شکل (13)) تمرکز فریت در فصل مشترک به خوبی قابل مشاهده است. علاوه بر آن یک ناحیه ترکیب نمی شود در فصل مشترک مشخص می گردد. که به احتمال زیاد به علت تفاوت زیاد در ترکیب شیمیایی بین فاز پایه و پرکننده ایجاد می شود. رشد به صورت غیر مسطح است و دانه ها به صورت سلولی در ناحیه که ذوب است رشد کردند.
نتایج آزمون کشش
بررسی نمونه های آزمایش کشش (شکل (14)) نشان داد که نمونه مورد جوشکاری با فلز پرکننده ER309L. از فلز پایه 316L دچار شکست گردید. بررسی نتایج موجود در جدول 3 نیز نشان دهنده نقطه تسلیم در محدوده 350 مگاپاسکال. و استحکام نهایی حدود 630 مگاپاسکال می باشد. نمونه مورد جوشکاری با فلز پرکننده ERNiCr-3 مطابق شکل (14) از محل جوش دچار شکست گردید. بررسی نتایج آزمون کشش در جدول 3 نشان دهنده نقطه تسلیم در حدود 370 مگاپاسکال. و استحکام نهایی در حدود 610 مگاپاسکال می باشد. این بدان معناست که ضعیف ترین مناطق در قطعات مورد جوشکاری. به ترتیب فلز پایه 316L و فلز پرکننده ERNiCr-3 می باشد. محل شکست در نمونه های مورد جوشکاری به استحکام اجزای مختلف نمونه در اتصال بستگی خواهد داشت.

به طور معمول فولادهای زنگ نزن آستنیتتی در شرایط کار سرد، نورد گرم و آنیل می شود جوشکاری می شوند. در اکثر موارد پس از عملیات جوشکاری، مقداری نرم شدگی. در منطقه متأثر از حرارت (HAZ) این نوع فولادها رخ می دهد. که به تبلور مجدد و رشد دانه در منطقه متأثر از حرارت (HAZ) مربوط می باشد. این تغییرات در شکل های (11) و (13) قابل مشاهده است. در نتیجه زمانی که آزمون کشش بر روی نمونه های مورد جوشکاری. با فلز یا فلزات پایه از جنس فولاد زنگ نزن آستنیتی انجام میشود. احتمال شکست نمونه در منطقه HAZ افزایش می یابد.
در پژوهش حاضر حضور فریت در منطقه HAZ. و در نزدیکی مرز ذوب هر دو نمونه مطابق شکل های (11) و (13) باعث افزایش استحکام گردیده. همچنین و یا به عبارت دیگر فریت به عنوان یک عامل استحکام دهنده ثانویه عمل نموده. و مقدار استحکام منطقه HAZ را افزایش می دهد و مانع از شدت نمونه ها در منطقه HAZ می گردد. این در حالی است که در مواردی که افزایش اندازه دانه های آستنیت بدون حضور فریت رخ می دهد. احتمال شکست در منطقه HAZ زیاد می باشد.
نتایج آزمون کشش نشان می دهد که از نظر خواص مکانیکی انتخاب فلز پر کننده ER309L. برای این اتصال به علت وجود فریت در ساختار فلز جوش مناسب تر بوده و دارای استحکام کافی می باشد. و اتصال مناسبی ایجاد می نماید. با بررسی دیتاها حاصل از آزمون کشش و انرژی شکست در جدول 3 می توان مشاهده نمود. چقرمگی شکست در نمونه مورد جوشکاری توسط فلز پرکننده ER309L. به میزان قابل توجهی بیشتر از نمونه مورد جوشکاری. توسط فلز پرکننده ERNiCr-3 می باشد. این مسأله را می توان به حضور فریت در ساختار جوش فلز پرکننده ER309L. و ساختار انجمادی نسبتاً متفاوت آن نسبت داد.
نتایج آزمون ضربه
در جدول 3 نتایج آزمون ضربه شارپی برای فلز جوش گزارش گردید. و نتایج انرژی شکست بالایی به میزان 105 ژول را برای فلز پرکننده ER309L نشان می دهد. این میزان انرژی ضربه نسبت به نمونه مورد جوشکاری. با فلز پرکننده ERNiCr-3 در حدود 40 ژول بالاتر می باشد.
تصاویر میکروسکوپی الکترونی روبشی مربوط به سطح شکست نمونه ضربه ER309L مورد بررسی قرار گرفت. و در شکل (15) ارائه گردید. در این شکل، خطوط سیلان کاملاً مشخص است و حالت متداوم دارد. مشاهده دیمپل ها و حفرات قیفی شکل و کروی در سطح شکست در شکل (15-الف) نشان می دهد. که نوع شکست در نمونه مورد جوشکاری با فلز پرکننده ER309L کاملاً نرم می باشد. در نمونه مورد جوشکاری با فلز پر کننده ERNiCr-3 مطابق شکل (15-ب) علاوه بر دیمپل ها صفحات تورق. در نقاطی از نمونه قابل مشاهده می گردد. که نشان دهنده شکست نیمه ترد است.

آزمون میکروسختی سنجی
پروفیل سختی معیار مناسبی برای پیش بینی ریزساختار متشکل می باشد. شکل (16) پروفیل سختی افقی از فلز پایه فولاد AISI 316L. تا فلز پایه فولاد AISI 4130 را نشان می دهد. بررسی نمودار سختی در شکل (16) نشان می دهد. دو نمونه در سمت فولاد 316، رفتار کاملاً متفاوتی از هم در منطقه جوش از خود نشان می دهند. سیم جوش ER309L باعث افزایش سختی و سیم جوش ERNiCr-3 باعث کاهش سختی میشود. علت این موضوع را می توان با عنایت به تصاویر متالوگرافی شکل (11) و (13). به تفاوت میزان فریت موجود در نمونه ها و ساختار آنها نسبت داد.
در سمت فولاد AISI 4130 رفتار یکسانی بر دو نمونه حاکم می باشد. و در این سمت یک روند افزایش سختی از سمت فلز پایه به سمت منطقه HAZ. در هر دو فلز پرکننده مشاهده می گردد. که این روند با عنایت به تغییر ساختار از پرلیت و بینیت به مارتنزیت که تمپر است. و بینیت در منطقه HAZ شکل (17) و (18) قابل انتظار می باشد.
در ادامه در منطقه جوش نسبت به فلز پایه 4130. و منطقه HAZ مربوط به آن کاهش سختی مشاهده می شود. که این موضوع به دیل ایجاد ساختار با زمینه آستنیتی می باشد. بازه تغییرات سختی در نمونه بین 150 تا 480 ویکرز می باشد. حداکثر میزان سختی در هر دو نمونه در منطقه HAZ فولاد AISI 4130 مشاهده می شود. که این مسأله به علت وجود مارتنزیت که تمپر است در این منطقه می باشد (شکل 17 و 18).

نتیجه گیری
نتایج حاصل از این پژوهش را می توان در بخش های زیر خلاصه نمود:
1-جوش حاصل از فلز پرکننده اینکونل 82 دارای ریزساختار کاملاً آستنیتی با دانه هایی هم محور بود. و ساختار دندریتی در آن قابل مشاهده بود.
2- رشد سلولی و دندریتی در فلز جوش ER309L همراه با فریت در ساختار مشاهده شد. ریزساختار فلز جوش به صورت زمینه آستنیتی همراه با فریت دلتا در مرز دانه های آستنیت بود.
3- آزمون ضربه نشان دهنده وقوع شکست نرم درتمامی نمونه ها بود. مقدار انرژی شکست اتصالات در فلز پر کننده 309L به میزان قابل ملاحضه ای بالاتر از اتصال با ERNiCr-3 بود. که این موضوع به دلیل وجود فریت در ساختار فلز پرکننده 309L می باشد.
4- نتایج آزمون کشش نشان داد که انتخاب فلز پر کننده ER309L برای این اتصال به علت وجود فریت بیشتر. در ساختار فلز جوش مناسب بوده و دارای استحکام کافی می باشد. چقرمگی شکست در نمونه جوش می دهند توسط فلز پرکننده ER309L. به میزان قابل توجهی بیشتر از نمونه جوش می دهند توسط فلز پر کننده ERNiCr-3 بود.
5- حداکثر میزان سختی در هر دو نمونه در منطقه HAZ فولاد AISI 4130 مشاهده شد. که این مسأله به علت وجود مارتنزیت که تمپر است. و بینیت دراین منطقه می باشد.
دانشگاه فنی و مهندی-دانشگاه اراک
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 96 ] [ امتیاز : 3 ] [ نظر شما : ]
تأثیر فلز پرکننده بر خواص اتصال غیر مشابه آلیاژ فولادی 4130 به فولاد زنگ نزن 316L پارت اول

تأثیر فلز پرکننده بر خواص اتصال غیر مشابه آلیاژ فولادی 4130 به فولاد زنگ نزن 316L
در این پژوهش، اتصال غیر مشابه فولاد کم آلیاژ 4130. به فولاد زنگ نزن 316L به روش جوشکاری قوسی تنگستن – گاز. مورد بررسی قرار گرفت. از دو فلز پر کننده ERNiCr-3 و فولاد زنگ نزن ER309L به این منظور استفاده شد. پس از جوشکاری، ریزساختار مناطق مختلف هر اتصال شامل فلز جوش. مناطق متأثر از حرارت و فصل مشترک ها با استفاده از میکروسکوپ نوردی و میکروسکوپ الکترونی روبشی (SEM) نشان داد. که در آزمون ضربه، شکست نمونه ها به صورت نرم می باشد. در آزمایش کشش نمونه جوش داده شده با سیم جوش ER309L از فولاد پایه 316L دچار شکست شد.
اما نمونه جوش داده شده با سیم جوش ERNiCr-3 از محل جوش دچار شکست شد. بررسی ها نشان دهنده وجود ساختار دندریتی در فلزات جوش پایه نیکلی بود. ریز ساختار فلز پرکننده فولاد ER309L به صورت سلولی – دندریتی بوده. و به دلیل وجود فاز فریت دلتا در نواحی بین دندریتی آستنیت زمینه. هیچ گونه ترکی در این اتصال مشاهده نشد.
این فولاد 4130 AISI فولادی کم آلیاژ با استحکام بالا و عملیات حرارتی پذیر می باشد. این فولاد دارای میزان کربن متوسط بوده و دارای عناصر آلیاژی نظیر کروم، مولیبدن، منگنز و دیگر عناصر می باشد. کاربرد این نوع فولادها در صنایع نفت و نیروگاه های برق می باشد. همچنین به دلیل مقاومت در برابر اکسید شدن. و استحکام بسیار خوب در درجه حرارت های بالا. در انواع مولد ها و مبدل های حرارتی کاربرد دارد. این فولاد همچنین در مخازن تحت فشار در صنایع پتروشیمی نیز استفاده می شود. این گروه فولادها به صورت نرماله، تمپر می شود و کوئنچ – تمپر می شود بکار می رود. کروم در فولاد، مقاومت به خوردگی و مولیبدن استحکام در درجه حرارت های بالا را افزایش می دهد.
فولاد زنگ نزن 316 پس از فولاد زنگ نزن 304 دومین فولاد زنگ نزن رایج. در بین فولادهای زنگ نزن آستنیتی است. این فولاد به فولاد زنگ نزن گرید دریایی نیز معروف است. و معمولاً شامل 16 درصد کروم، 10 درصد نیکل و دو درصد مولیبدن است. تغییر در نسبت کروم و نیکل و افزودن مولیبدن باعث مقاومت بیشتر این فولاد در مقابل خوردگی. به ویژه خوردگی ناشی از کلر می گردد. و به این دلیل برای تجهیزاتی که باید در تماس زیاد. با عوامل خورنده نظیر مواد شیمیایی حلال ها، و آب شور باشند، مناسب است. فولاد زنگ نزن 316 در صنایع مختلفی نظیر نفت، گاز، پتروشیمی، صنایع غذایی و دارویی مصارف گوناگونی دارد. از این آلیاژ برای ساخت لوله و ورق های مقاوم در محیط های اسیدی استفاده می شود. و قیمت آن نسبت به گریدهای مشابه مانند فولاد زنگ نزن 304 بیشتر است.
اتصال غیر مشابه فولادهای زنگ نزن به فولادهای کم آلیاژ با استحکام بالا. در صنایع مختلفی نظیر نفت، گاز، پتروشیمی، نیروگاه های حرارتی. و صنایع غذایی دارای کاربردهای فراوان می باشد. در اکثر صنایع مذکور خطوس لوله انتقال دهنده سیالات و نازل ها. از جنس فولاد زنگ نزن و مخازن و قسمت های تحت فشار سیستم. از جنس فولاد کم آلیاژ تولید می شوند. و اتصال این اجزا به روش جوشکاری انجام می گردد. و یکی از اتصالات اساسی موجود در این صنایع می باشد. با توجه به کاربرد گسترده فولادهای کم آلیاژ و فولادهای زنگ نزن در صنایع مختلف. و نیاز فراوان به اتصال این دو نوع فولاد به یکدیگر. توسعه و بهینه سازی خواص این اتصال همواره مورد نظر قرار می گیرد. در گذشته کاربرد فیلرهای مختلف در اتصال این نوع فولادها مورد بررسی قرار گرفته است.
پانیندرا و همکاران به بررسی خواص اتصال غیر مشابه فولادهای AISI 4140. و AISI 316 ایجادی با روش جوشکاری قوسی تنگستن – گاز (GTAW) پرداختند. در این بررسی محققان خواص اتصال را در دو حالت بدون فلز پرکننده. و به استفاده از فلز پرکننده بررسی نمودند. فلز پرکننده مورد استفاده ER309L بود. نتایج نشان داد خواص اتصال در هر دو حالت قابل قبول می باشد. جانگ و همکاران به بررسی ریزساختار و خواص مکانیکی اتصالات فولادی کم آلیاژی SA508 به فولاد 316 با روش GTAW. به وسیله فلز پرکننده ایکونل 82/182 پرداختند.
این نوع اتصال در راکتورهای هسته ای کاربرد دارد. در این بررسی مشاهده گردید خواص مکانیکی و ریزساختار در طول ضخامت جوش متفاوت می باشد. و در بررسی های انجام شده علت ترک های مورد ایجاد در نمونه ها، تنش پسماند تشخیص داده شد. در این راستا پژوهشی مشابه با تحقیق جانگ و همکاران توسط کیم و همکاران انجام شد. با این تفاوت که در این بررسی محققین از عملیات حرارتی پس گرم در دمای 320 درجه سانتی گراد. برای کاهش تنش پسماند استفاده نمودند. که نتایج حاصل رضایت بخش بود. ریزساختار فلز جوش به صورت دندریتی و بررسی سطح شکست، نشان دهنده شکست نرم بود.
در مورد روش های مختلف جوشکاری این دو نوع فولاد در قبل بررسی هایی صورت پذیرفت. آریواژگان و همکاران به بررسی خواص اتصال فولادهای AISI 4140 و AISI 304 توسط روش های GTAW، جوشکاری اصطکاکی – اعتشاشی (FSW) و جوشکاری پرتوی الکترونی (EBW) پرداختند. نتایج نشان داد که اتصال به روش EBW دارای بیشترین استحکام کششی. و روش GTAW دارای بیشترین مقاومت به ضربه می باشد.
در میان روش های مختلف جوشکاری ذوبی، یکی از پرکاربردترین روش ها در اتصال فلزات غیرمشابه. که در سال های اخیر مورد توجه محققین قرار گرفته است، جوشکاری GTAW می باشد. این روش دارای مزایای فراوان می باشد. که از جمله می توان به تمیز بودن جوش.کنترل نسبی میزان رقت و کم هزینه بودن این روش اشاره کرد. این روش در عین دارا بودن مزایای بسیار. در مقایسه با برخی روش ها نظیر جوشکاری پرتوی الکترونی (EBW). و جوشکاری پرتوی لیزر (LBW) دارای نقاط ضعفی می باشد. که از آن جمله می توان به عمق نفوذ کمتر. ایجاد منطقه HAZ وسیع تر و ایجاد اعوجاج در مقاطع نازک اشاره نمود.
در راستای بهبود خواص جوش GTAW، احمدی و ابراهیمی. به بررسی اثر فلاکس فعال در عمق نفوذ جوشکاری GTAW فولاد 316L پرداختند. که نتایج نشان دهنده افزایش عمق نفوذ و افزایش استحکام بود. چاندر و همکاران تأثیر پارامترهای فرایند جوشکاری بر چقرمگی و سختی اتصال فولادهای 4140 AISI و AISI 304. به روش جوشکاری اصطکاکی را بررسی نمودند. پارامترهای اصلی مورد بررسی در این پژوهش نیروی اصطکاکی و نیروی فورج بود. سهم هر یک از پارامترهای مذکور و اهمیت این پارامترها به روش تاگوچی تعیین گردید. که نتایج نشان داد که پارامتر نیروی اصطکاکی به خصوص در میزان چقرمگی اتصال دارای بیشترین اثر می باشد.
اوزدمیر و همکاران به بررسی خواص اتصال. از نظر سرعت چرخش در جوشکاری اصطکاکی فولاد AISI 304 به فولاد AISI 4340 پرداختند. جوشکاری اصطکاکی با پنج سرعت مختلف چرخش با استفاده از یک دستگاه انجام شد. مشاهده گردید استحکام کششی با افزایش سرعت چرخش افزایش می یابد.
بنابراین تحقیقات انجام شده توسط نگارندگان مقاله. تاکنون گزارشی در مورد اتصال غیر مشابه فولاد زنگ نزن آستنیتی AISI 316 L. به فولاد کم آلیاژ AISI 4130 در منابع مشاهده نشده. بنابراین در این پروژه به بررسی ریزساختار و خواص مکانیکی اتصال غیرمشابه فولاد زنگ نزن آستنیتی AISI 316 L. به فولاد کم آلیاژ AISI 4130 توسط فرایند GTAW با پرکننده های ER309L و ERNiCr-3 پرداخته شده است. نویسندگان بر این عقیده هستند. که نتایج حاصل از این پژوهش می تواند. در استفاده بهینه از این دو آلیاژ در کاربردهای صنعتی مثمر ثمر واقع گردد.
ارتباط با ما :
09121224227
09371901807
02166800251
فکس: 66800546
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام
[ بازدید : 72 ] [ امتیاز : 3 ] [ نظر شما : ]
کاربرد فولاد VCN100
کاربرد فولاد VCN100
از مهمترین کاربردهای فولاد 6511 می توان به استفاده آنها در اجزای تحت تنش بالا مانند قطعات هواپیما، تجهیزات ارابه فرود هواپیما، قطعات مورد استفاده در مهندسی مکانیک و ساخت خودرو مانند شفت انواع پروانه ها، میل های هدایت، میل لنگ و … اشاره کرد. همچنین قطعات فروجی بزرگ مانند شفت ها دیسک ها، محور بازوی اکسل ها، شاتون ها و… از جمله کاربردهای این نوع فولاد می باشد.
کاربرد: اجزاء تحت تنش و بارگذاری بالا در وسایل نقلیه، محورها، شاه میله های انتقال،میله های اتصال، بازوها
این فولاد VCN150 با شماره استاندارد 1.6582 مشهور است. با میزان تقریبی عناصر مشترک (کربن، سیلیسیم، منگنز، نیکل) و کاهش 0.5 درصدی نیکل و کروم. نسبت به VCN200 اغلب در مواردی به کار می رود که قطعه نیاز به افزایش و سختی و آبکاری داشته باشد. فولاد 6582 در بازار به نام VCN150 معروف می باشد. که متریال فراوان و مشهوری است. و در کشور ایران نسبت به فولاد 6511 که به VCN100 معروف می باشد بیشتر مورد استفاده قرار می گیرد و ارزانتر است. در مقایسه با تنش تسلیم، فولاد 6582 به میزان 100 واحد دارای تنش تسلیم بالاتری نسبت به فولاد 6511 می باشد. و این یعنی اینکه از نظر استحکام کمی مقاوم تر نسبت به 6511 است.
در مقایسه با تنش ماکزیمم، فولاد 6582 به میزان 100 الی 200 واحد دارای تنش ماکزیمم بالاتری. نسبت به فولاد 6511 می باشد و این یعنی اینکه از نظر استحکام کمی مقاوم تر نسبت به 6511 است. در تست کشش و در زمان کشیدن، فولاد 6511 به میزان 12 درصد افزایش طول دارد ولی فولاد 6582 میزان 11 درصد افزایش طول دارد. و یا اینکه در زمان کشش فولاد 6511 به میزان 55 درصد لاغر می شود.
ولی فولاد 6582 به میزان 50 درصد لاغر می شود. در مجموع یعنی اینکه فولاد vcn150 کمی تردتر و چقرمه تر از فولاد 6511 است (کمی زودتر می شکند). در تست شارپی و یا تست ضربه مشاهده می شود. که نمونه 6511 به میزان 55 ژول انرژی ضربه نیاز دارد تا ترک بردارد و بشکند. ولی نمونه 6582 به میزان 50 ژول انرژی نیاز دارد تا ترک بردارد و بشکند. و این یعنی اینکه فولاد 6582 در مقایسه با فولاد 6511 زودتر می شکند.
[ بازدید : 76 ] [ امتیاز : 3 ] [ نظر شما : ]
فولاد 6511-میلگرد VCN100
فولاد vcn100 با مشخصه 34CrNiMo4 از دسته فولادهای آلیاژی عملیات حرارتی پذیر بوده که در استاندارد DIN آلمان به نام فولاد 1.6511 معروف است. این فولاد برای کاربردهایی که به استحکام و چقرمگی بالا نیاز دارند، به ویژه در قطعات و ابعاد بزرگ کاربرد فراوان دارد. .Heat treatable steels

با توجه به مقدار کربنی که در فولاد 6511 وجود دارد. این فولاد قابلیت سخت کاری سطحی به روش القایی را دارا می باشد. همچنین امکان سمانتاسیون و نیتراسیون این فولاد وجود دارد. برای آنیل کاری این فولاد می بایست آن را تا دمای 650 الی 700 درجه سانتی گراد به مدت 2 ساعت گرم کرد. و سپس آن را تا دمای 600 درجه سانتی گراد با سرعت 10 الی 20 درجه در ساعت به صورت آهسته در کوره سرد کرد.
این فولاد آلیاژی در ایران و در شهرهای اسفراین و اصفهان تولید می شود.
واین فولاد 6511 در مقابل حرارت مقاوم است و سختی این فولاد در استاندارد برینل معادل 248HB می باشد.و فولاد 6511
این فولاد VCN100 با شماره متریال فولاد 1.6511 نیز شناخته می شود. و همچنین در استاندارد ASSAB سوئد با نام 704 شناخته می شود. یکی از معروف ترین استانداردهای فولاد VCN100 نام B.O.Z.l است.
استانداردهای دیگر فولاد Vcn100
| DIN | AISI | ASSAB |
| 34CrNiMo4 | 9840 | 704 |
| Poldi | Bohler | Mat. No |
| B.O.Z.I | V165 | 1.6511 |
[ بازدید : 70 ] [ امتیاز : 3 ] [ نظر شما : ]

- شرکت خشکه و فولاد پایتخت در نظر دارد جهت تسهیل کار شما تولید کننده محترم محصولات خود را معرفی کند.
فروش انواع فولادهای آلیازی -ضد سایش -Ck45-MO40-SPK-SPKR-آموتیت-SPKLN-سردکار-گرم کار-میلگرد-تسمه-میل گرد
دسته بندی موضوعات
آرشیو مطالب
لینک دوستان
پیوندها
صفحات جانبی
خبرنامه
تبادل لینک هوشمند
-
ابتدا مارا با عنوان شرکت خشکه و فولاد پایتخت و آدرس http://javaddalakan.avablog.ir لینک کنید و سپس مشخصات خود را در کادر زیر برای ما ارسال کنید.